

في مجال نقل الحرارة الصناعية الصعب، تبرز المبادلات الحرارية ذات الألواح شبه الملحومة كخيار عملي. فهي تعمل بكفاءة عالية في التطبيقات التي تتضمن مواد كيميائية قاسية، وضغوطًا عالية، ودرجات حرارة مرتفعة. قمحنحن رواد في تصنيع أدوات التبادل الحراري المصممة حسب الطلب، ونركز على قطاعات الصناعات الكيميائية والصيدلانية والغذائية. تشمل قاعدة عملائنا شركات النفط الكبرى ومجموعات التكنولوجيا الحيوية الصغيرة، حيث يعتمدون على خبراتنا لدمج هذه الوحدات بسلاسة في أعمالهم. تتناول هذه المقالة بالتفصيل خطوات اللحام وفحوصات الجودة للمبادلات الحرارية ذات الألواح شبه الملحومة، مستندةً إلى تجاربنا الحالية. في هذه المشاريع، ساهم اللحام الدقيق في زيادة عمر المعدات بنسبة تصل إلى 30% في ظروف التشغيل القاسية.
إذا كنت تعمل في مجال أنظمة التكييف والتهوية، أو زيادة الإنتاج الدوائي، أو تحسين أعمال النفط والغاز، فإن معرفة تفاصيل اللحام شبه الملحوم ستُحدث نقلة نوعية في سير عملك اليومي، وستجعل الأمور أكثر سلاسة. سنتناول الآن أهم جوانب هذه التقنية، بدءًا من عمليات التركيب الأساسية وصولًا إلى إصلاح العيوب، مما سيساعدك على اختيار الأنسب لمهمتك القادمة.
مقدمة عن عمليات اللحام في المبادلات الحرارية ذات الألواح شبه الملحومة
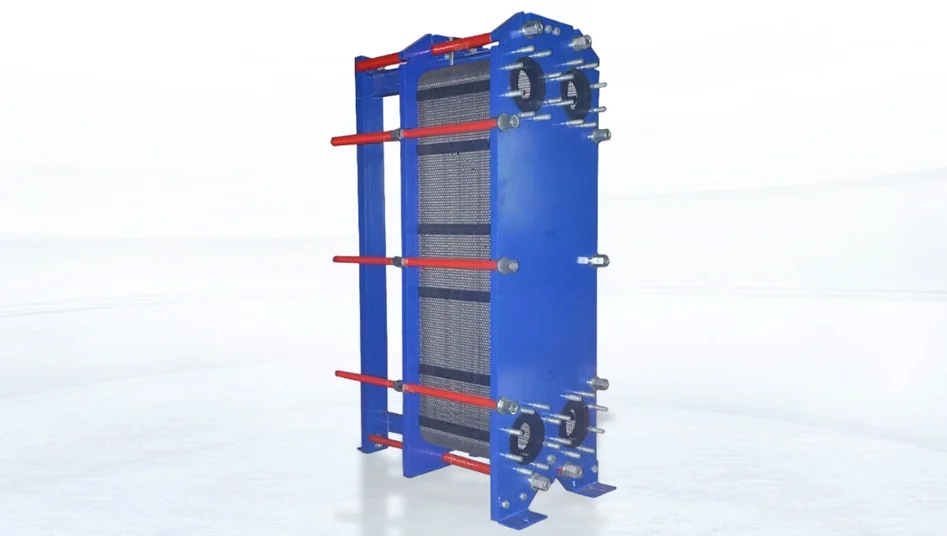
مبادلات حرارية ذات صفائح شبه ملحومة تُمثل هذه الوحدات مزيجًا ذكيًا في تقنيات معالجة الحرارة، وهي تختلف عن الأنواع الملحومة بالكامل أو تلك التي تعتمد على الحشيات فقط. في هذه الوحدات، تُلحم بعض الصفائح عند المنافذ، مما يُوفر مسارات قوية مانعة للتسرب لتدفق سائل واحد، بينما يمر التدفق الآخر عبر مسارات محكمة الإغلاق بواسطة حشيات. يُساعد هذا التصميم بشكل كبير في حالات السوائل شديدة اللزوجة أو الالتصاق، مثل الأمونيا في التبريد أو الأحماض القوية في العمليات الكيميائية. وقد نجحنا في تطبيق هذه التقنية في مشاريع تعاونية حديثة مع أفضل شركات معالجة الحليب، مما حال دون اختلاط السوائل.
تُلحم هذه المبادلات الحرارية أزواجًا من الصفائح عند الحواف ونقاط المنافذ باستخدام أساليب حديثة، مما يُنتج خطوط تدفق ثابتة ومتينة. تتحمل هذه المبادلات ضغطًا يصل إلى 25 بارًا وحرارة تتجاوز 150 درجة مئوية. تشمل طرق اللحام الشائعة لحام التنجستن بالغاز الخامل (TIG)، والذي يُعرف أيضًا باسم لحام القوس الكهربائي بالتنجستن بالغاز (GTAW). كما يوجد لحام الليزر واللحام بالنحاس منخفض الحرارة. يوفر لحام TIG تحكمًا ودقة عاليتين، وهو الأنسب لصفائح الفولاذ المقاوم للصدأ الرقيقة. أما لحام الليزر فيتميز بالسرعة ومناطق التسخين الصغيرة، مما يقلل من الانحناء في عمليات الإنتاج بكميات كبيرة. بالنسبة لعملائنا في قطاع الأدوية، حيث تُعد النظافة أمرًا بالغ الأهمية، أضفنا لحام الليزر، الذي يُنتج لحامات بمناطق تسخين لا تتجاوز 0.5 مم، وهو ما يتوافق تمامًا مع لوائح إدارة الغذاء والدواء الأمريكية (FDA).
يُميّز مزيج اللحام والحشيات الوحدات شبه الملحومة. تُحكم اللحامات إغلاقًا محكمًا وتوفر قوةً عاليةً لمقاومة السوائل الصلبة. تُسهّل الحشيات المصنوعة من المطاط أو البلاستيك في المناطق غير الملحومة عملية الفك والتنظيف والفحص. لقد أحدثت هذه الميزة سهلة التغيير نقلةً نوعيةً في أعمالنا في قطاع الأغذية والمشروبات، حيث قلّصت وقت التوقف بنسبة 40% مقارنةً بالوحدات الملحومة بالكامل. تجمع هذه الوحدات بين سهولة استخدام الحشيات ومتانة اللحام، مما يوفر المال على المدى الطويل للمستخدمين في المجالات التي تتطلب تغييرًا سريعًا.
سير عمل عملية اللحام خطوة بخطوة

يبدأ بناء مبادل حراري ذي صفائح شبه ملحومة بتحضير دقيق. يجب أن يتوافق كل جزء مع متطلبات العمل. في شركة غران، نراعي رغبات عملائنا. نستخدم تحليل العناصر المحدودة (FEA) منذ البداية، حيث يُقدّر هذا التحليل الإجهادات الحرارية في التصاميم الخاصة.
تشكيل الصفائح والتحضير الأولي
تبدأ العملية بتشكيل الصفائح. تُستخدم تقنيات التشكيل بالضغط أو التشكيل المائي الدقيقة لتشكيل صفائح معدنية رقيقة، يتراوح سمكها بين 0.5 و 1.0 مم. تُحوّل هذه الصفائح إلى أنماط متموجة أو على شكل عظم السمكة، مما يُحسّن من دوران السوائل وتبادل الحرارة. قد يلي ذلك عملية التخريش الكيميائي، التي تُنعّم ملمس السطح، مما يُحسّن من حركة السوائل دون التأثير على دقة اللحام. في مشروع بناء سفينة بحرية لاحق، استخدمنا صفائح تيتانيوم محفورة بالليزر، مما رفع معدلات تبادل الحرارة بنسبة 15%، وجعل الأسطح جاهزة للحام المقاوم للماء.
العناية بالسطح ضرورية. تُنظف الألواح بالموجات الصوتية. تُستخدم منظفات خاصة لإزالة الشحوم. ثم تُزال طبقات الصدأ والزيوت والشوائب بعملية التخميل. هذا يمنع تكون البقع التي تُضعف اللحامات. إنه أمر بالغ الأهمية في مشاريعنا المشتركة في قطاع النفط والغاز، حيث تُشكل بقايا الوقود مخاطر التلوث.
تنفيذ دقيق للحام
بعد التحضير، تُكدّس الصفائح في حامل لضمان محاذاتها، مما يحافظ على تطابق فتحات المنافذ والتموجات ضمن حدود 0.1 مم. يبدأ اللحام على الصفائح المزدوجة، حيث يُركّز على وصلات الحواف ونقاط تعزيز المنافذ. يُستخدم لحام TIG للفولاذ المقاوم للصدأ، باستخدام رأس من التنجستن غير قابل للانصهار وغاز الأرجون الواقي. يُضاف سائل اللحام بمعدل 0.5-2 كجم في الساعة. يتم ضبط الإعدادات، مثل الطاقة (80-150 أمبير)، والجهد (10-15 فولت)، والسرعة (100-200 مم/دقيقة)، باستخدام صناديق طاقة خاصة لهذا الغرض.
لتلبية الاحتياجات السريعة، تبرز تقنية اللحام بالليزر. فهي تستخدم أسلوب ثقب المفتاح، وتتيح الحفر حتى عمق 2 مم بسرعة تزيد عن متر واحد في الدقيقة. في مشروع تطوير صيدلاني، اخترنا تجهيزات ليزر الألياف، حيث قامت هذه التجهيزات بلحام ألواح سبيكة SMO 254، مع حفر كامل دون تناثر. أما اللحام بالنحاس، فيستخدم حشوات النيكل عند درجة حرارة تتراوح بين 800 و1000 درجة مئوية، وهو مناسب للمشاريع الصغيرة ذات الحرارة المنخفضة، مثل الأنظمة الباردة.
التبريد والمعالجة بعد اللحام
مباشرةً بعد اللحام، يُبرّد المعدن في أماكن جافة لمنع الصدأ. ثم يُسخّن لقطع الإجهاد عند درجة حرارة تتراوح بين 600 و800 درجة مئوية لمدة ساعة إلى ساعتين. هذا يقلل من الإجهادات المتبقية التي تتراكم مع تكرار العمل. وقد توصلنا إلى هذه النتيجة من خلال التجارب الأولية التي أجريناها على خط الطاقة الخضراء الخاص بنا.
دمج الحشية
بعد تثبيت اللحامات، تُركّب حشيات EPDM أو Viton في الأخاديد المقطوعة. تقوم المكابس الآلية بذلك. يسمح مانع التسرب المختلط للمنافذ الملحومة باستيعاب مواد غير مناسبة. تتيح مسارات الحشيات إجراء إصلاحات سريعة. هذا الأمر مهم لشركائنا في قطاع الأغذية الذين يلتزمون بقواعد نظام تحليل المخاطر ونقاط التحكم الحرجة (HACCP).
تُتيح قائمة الخطوات هذه، التي تمّ تطويرها بناءً على ملاحظات العملاء بمرور الوقت، إمكانية تصنيع وحدات ذات معدل تدفق حراري (NTU) يزيد عن 4.0 في المساحات الصغيرة. ونُجري تعديلات مستمرة بناءً على الاستخدام الفعلي. على سبيل المثال، في أحد مصانع الكيماويات، أضفنا فحوصات إضافية بعد التشكيل، مما ساعد على اكتشاف الانحناءات الصغيرة مبكرًا، ووفر ساعات من العمل لاحقًا. وبشكل عام، يبدو سير العمل سلسًا، حيث تتصل كل قطعة بالقطعة التي تليها دون أي فجوات.
اختيار المواد لتحقيق الأداء الأمثل في اللحام
تُحدد اختيارات المواد المستخدمة عمر الوحدة وملاءمتها. وينطبق هذا بشكل خاص على التركيبات شبه الملحومة، حيث تتعرض اللحامات للحرارة والتأثيرات الكيميائية.
مواد حشو الصفائح واللحام
تُعدّ أنواع الفولاذ المقاوم للصدأ مثل 304 و316L الأفضل. فهي تقاوم الصدأ وتسهل عملية اللحام. كما أن تركيبتها المصنوعة من الحديد اللين تُقلل من الشقوق الناتجة عن الحرارة. أما في المناطق الأكثر صلابة، فإن أنواع الحديد فائقة الليونة مثل SMO 254 أو Hastelloy C-276 تُعطي نتائج ممتازة في اختبارات اللحام. وتتألق أنواع التيتانيوم في عمليات اللحام التي أجريناها في المياه المالحة النظيفة. كما أنها خفيفة الوزن وآمنة للاستخدام.
تضاهي مواد اللحام قوة المعدن الأساسي أو تتفوق عليها. يوفر سلك ER316L المستخدم مع ألواح 316L قوة شد إضافية (قوة خضوع > 250 ميجا باسكال). في أعمال الليزر، تُعدّ اللحامات ذاتية الوصل فعّالة. لكنّ طرق اللحام النبضي تتحكم في نسبة الخلط في الأعمال التي تتطلب دقة عالية في اختيار المعدن.
مواد الحشيات لضمان سلامة الإغلاق
تُستخدم الحشيات في اللحامات الخلفية مع مطاطات مُصممة خصيصًا. يُناسب مطاط EPDM حلقات الماء/الجليكول في أنظمة التكييف والتهوية، ويحتفظ بالحرارة حتى 150 درجة مئوية. بينما يتحمل مطاط NBR الزيوت في التبريد. أما مطاط PTFE، فهو الأفضل في التطبيقات الكيميائية، حيث يتحمل درجات حموضة تتراوح بين 0 و14. بالنسبة لوحدة تصنيع الأدوية التابعة لعميل في مجال التكنولوجيا الحيوية، اخترنا مطاطات Kalrez فائقة الجودة، والتي تدوم لأكثر من 5 سنوات حتى في المذيبات الرديئة.
يعتمد مخطط اختيار المنتجات لدينا على معلومات تدفق العملاء، ويتحقق من مطابقة المنتج لمعايير ASTM. هذا يقلل احتمالية الفشل بنسبة 25% في عمليات الإنتاج الفعلية. كما نقوم باختبار عينات أولًا. في خط إنتاج المواد الغذائية، استبدلنا مادة NBR بمادة EPDM بعد إجراء تجارب، مما منع انتفاخ المنتج تحت تأثير البخار. تضمن هذه الخطوات سلامة المنتج وطول عمره.
مراقبة الجودة والكشف عنها: ضمان جودة اللحام
الجودة هي أساس كل عملية لحام في شركة غرانو. تتجاوز فحوصات ISO 9001 لدينا معيار ASME القسم الثامن لمعدات الضغط. نستخدم التوائم الرقمية لضمان الجودة قبل حدوثها.
الاختبارات غير المدمرة (NDT) لسلامة اللحام
تكشف صور الأشعة السينية وأدوات فحص الموجات عن عيوب كبيرة كالثقوب أو عدم وجود وصلات حتى في سماكة جدار بنسبة 1%. وفي فحص حديث لأحد عملاء صناعة الكيماويات النفطية، أظهرت الأشعة السينية الكاملة على المنافذ الرئيسية عدم وجود أي عيوب في أكثر من 500 لحام.
تُستخدم أدوات الليزر للتحقق من أطوال الأرجل (2-3 مم) وسمك المناطق. وتتوافق هذه القياسات مع حدود التصميم البالغة ±0.2 مم.
ضمانات التسرب والخصائص المعدنية
تُثبت اختبارات تسرب الهيليوم عند ضغط 10^-6 ملي بار·لتر/ثانية سلامة الأختام. وتُحاكي اختبارات ضغط الماء عند 1.5 ضعف الحمل المخطط ظروف العمل الفعلية. تُظهر صور الشرائح المعدنية، بعد تنظيفها بحمض الأكساليك، بنية الحبيبات وتكوين مناطق التسخين. ويتم فحص نسبة دلتا الحديد عند 5-10% للحصول على أفضل متانة.
تضمن طبقات الفحص هذه معدل نجاحنا بنسبة 99.8% من المحاولة الأولى. وهذا يعزز ثقة عملاء مجال رقائق المعالجات الذين لا يحتاجون إلى أي توقفات.
نسجل جميع البيانات أيضاً. في إحدى التجارب الدوائية، تتبعنا تغيرات درجة الحرارة أثناء الاختبارات، مما ساعد في اكتشاف خلل بسيط في الأداة. الآن، انخفضت التسريبات بشكل ملحوظ.
عيوب اللحام الشائعة والحلول الاستباقية
قد تختبئ المخاطر حتى في الأماكن التي تخضع للمراقبة. إليك كيفية منعها مسبقاً.
المسامية: حماية القوس
تُقاوم فتحات الهواء الناتجة عن الرطوبة أو الرياح بواسطة طبقة حماية من غازي الأرجون/الهيليوم. نراقب نقاط الرطوبة عند درجات حرارة أقل من -40 درجة مئوية. يُخبز الحشو عند 150 درجة مئوية لمدة ساعتين أولاً. هذا يُجفف الأنواع الرطبة.
في إحدى الدفعات، أضفنا مراوح لتقليل تيارات الهواء. انخفضت الثقوب إلى النصف على الفور.
التشويه: إتقان إدارة الحرارة
يؤدي ارتفاع درجة الحرارة إلى انحناء الصفائح. نتغلب على هذه المشكلة باستخدام أوامر لحام متدرجة ومثبتات قوية. تبقى الانحناءات أقل من 0.5 مم. نماذج رياضية توجه التعديلات. كما هو الحال في أعمالنا التي تتطلب معالجة خاصة تحت أشعة الشمس.
الاندماج غير الكامل: تفوق السطح
تتسبب طبقات الصدأ في عدم التحام الوصلات. التنظيف القوي والفرشاة يضمنان وصلات نظيفة. أدوات فحص السيارات تكشف الأوساخ قبل اللحام.
بهذه الطريقة، قللنا أعمال إعادة البناء بنسبة 60%. وتدوم الوحدات لفترة أطول من المخططات.
نصيحة إضافية: درّب اللحامين على مجموعات صغيرة. فهذا يساعد على اكتشاف الأنماط بسرعة. في أحد الفرق، ساعد هذا الأسلوب على اكتشاف مشكلة في تدفق الغاز مبكراً.
الخلاصة: اللحام الدقيق لتحقيق الأداء الأمثل
تتطلب أعمال اللحام في المبادلات الحرارية ذات الألواح شبه الملحومة مزيجًا من المهارة والمعرفة. بدءًا من اللحام بتقنية TIG وصولًا إلى اللحام بالليزر، يعتمد كل شيء على اختيار المواد المناسبة والمراقبة الدقيقة. في شركة Grano، تُناسب هذه الخبرة مجال عملك، فهي تحمي نظافة الصناعات الدوائية وتضمن سلامة الأغذية. من خلال ريادتنا في هذا المجال، نساعد عملاءنا على توفير ما بين 20% و30% من استهلاك الطاقة. ويصل متوسط الوقت بين الأعطال إلى أكثر من 10 سنوات في المناطق الأكثر عرضة للتلف.
تم ضبطه على هل ترغب في رفع مُبدِّل الحرارة الخاص بك؟ تواصل مع فريقنا المختص بالبناء. فريق لنتحدث عن اللياقة البدنية. لنبدأ الخطوة التالية في مسيرتك.
التعليمات
س: ما الذي يجعل المبادلات الحرارية ذات الألواح شبه الملحومة مناسبة للتطبيقات المسببة للتآكل؟
ج: إن عملية اللحام الجزئي التي يقومون بها تخلق قنوات معزولة وقوية للسوائل العدوانية، بالإضافة إلى مرونة الحشيات للصيانة، وهي مثالية للمواد الكيميائية أو التبريد - وهي ميزات قمنا بتحسينها للعملاء في قطاعات البتروكيماويات ومنتجات الألبان.
س: كيف تتم مقارنة لحام TIG بلحام الليزر في الإنتاج شبه الملحوم؟
ج: يوفر لحام القوس الكهربائي بالغاز الخامل (TIG) تحكمًا فائقًا للسبائك السميكة، ولكنه يتميز بسرعات أبطأ؛ بينما يتفوق الليزر في الأتمتة وتقليل التشوه للصفائح الرقيقة. نختار بناءً على حجم المشروع، كما هو الحال في خطوط إنتاج الأدوية عالية السرعة لدينا التي تُفضل استخدام الليزر.
س: ما هي اختبارات الجودة الأساسية بعد اللحام؟
أ: تشمل الفحوصات الرئيسية الأشعة السينية/الموجات فوق الصوتية للكشف عن العيوب، واختبار الضغط للكشف عن التسريبات، والتحليل المعدني لسلامة البنية المجهرية، مما يضمن الامتثال لمواصفات ASME ومواصفات العميل لأداء خالٍ من الأعطال.



