

厳しい産業用熱伝達の分野において、半溶接式プレート熱交換器は便利な選択肢として際立っています。過酷な化学物質、高圧、高温といった条件下での作業に最適です。 粒当社は、カスタム熱交換器の製造において業界をリードしています。化学、製薬、食品加工分野に特化しており、大手石油会社から小規模なバイオテクノロジー企業まで、幅広い顧客層にサービスを提供しています。お客様は、当社の技術力を活かし、お客様の業務に最適なユニットをご提案いたします。この記事では、半溶接式プレート熱交換器の溶接工程と品質チェックについて詳しく解説します。これは、当社が現在手掛けているプロジェクトに基づいています。これらのプロジェクトでは、過酷な環境下でも、丁寧な溶接によってギアの寿命を最大30%向上させることができました。
HVAC設備の運用、医薬品生産の拡大、石油・ガス関連業務の調整など、どのような業務に携わっている場合でも、半溶接の詳細を知ることで日々の作業の流れが大きく変わります。よりスムーズな作業が可能になるでしょう。ここでは主要な部品について見ていきます。基本的な組み立てから不具合の修正まで、次の作業に最適な部品選びに役立つ情報を提供します。
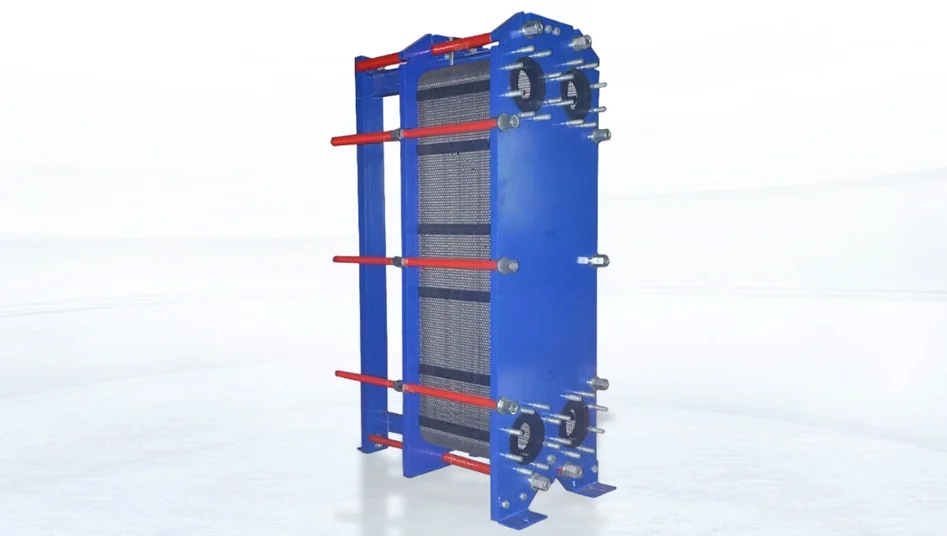
半溶接式プレート式熱交換器における溶接プロセスの概要
半溶接式プレート式熱交換器 熱処理技術におけるスマートな組み合わせをマークします。これらは、完全溶接タイプやガスケットのみのタイプとは異なります。これらのユニットでは、ポートで一部のプレートが溶接されます。これにより、一方の流体の流れに対して強力で漏れのない経路が作られます。もう一方の流体の流れは、ガスケットで密閉された経路を通ります。この構成は、非常に粘度の高い流体や、非常に劣化しやすい流体の場合に非常に役立ちます。冷却におけるアンモニアや、化学作業における強酸などを考えてみてください。私たちは、トップクラスの牛乳取扱業者との新たなチームでこれを扱いました。これにより、流体の混同を防ぐことができました。
これらの熱交換器の溶接部は、プレートの端部とポート部分でプレートを接合します。新しい方法を採用しています。これにより、しっかりとした安定した流れラインが実現します。最大 25 bar の圧力と 150 ℃ を超える熱に耐えることができます。一般的な溶接方法には、タングステン不活性ガス (TIG) 溶接があります。これは、ガス タングステン アーク溶接 (GTAW) とも呼ばれます。その他に、レーザー溶接と低温ろう付けがあります。TIG は優れた制御性と精度を実現します。薄いステンレス鋼板に最適です。レーザー溶接は、高速で小さな加熱ゾーンを実現します。これにより、大量生産時の曲がりが軽減されます。清浄度が重要な製薬業界のお客様向けに、レーザー溶接を追加しました。レーザー溶接では、0.5 mm 未満の加熱ゾーンで溶接できます。これは FDA の規制に十分適合します。
溶接とガスケットの組み合わせが、セミ溶接ユニットの特徴です。溶接により、しっかりと密閉され、硬質流体にも十分な強度を発揮します。溶接されていない部分にはゴムやプラスチック製のガスケットが使用されているため、分解、洗浄、点検が容易です。この交換の容易さは、食品・飲料業界で大きな変革をもたらしました。完全溶接タイプに比べて、作業時間を40%削減できます。これらの熱交換器は、ガスケットの使いやすさと溶接の強度を兼ね備えています。交換頻度の高い分野のユーザーにとって、長期的にコスト削減につながります。
溶接工程のステップバイステップワークフロー

半溶接式プレート式熱交換器の製造は、綿密な準備から始まります。すべての部品は、作業のニーズに合致していなければなりません。Granoでは、お客様のご要望に沿った手順で製造を進めます。当社では、最初から有限要素解析(FEA)を活用し、特殊な構造における熱応力を予測します。
プレート成形と初期準備
作業はプレート成形から始まります。精密なプレス加工または水圧成形により、厚さ0.5~1.0mmの薄い金属板を成形します。これらの板は波状または魚骨状のパターンに加工されます。これにより、渦流と熱交換が促進されます。次に化学エッチングを行う場合があります。これは表面の感触を滑らかにします。これにより、溶接の適合性を損なうことなく流体の流れが向上します。最近の海上建造プロジェクトでは、レーザーエッチングされたチタン板を使用しました。これにより熱交換率が15%向上し、耐水性溶接に適した表面が得られました。
表面処理は必須です。プレートは超音波洗浄されます。ベースクリーナーを使用してグリースを除去します。その後、不動態化処理によって錆層、油、および破片が除去されます。これにより、溶接を弱める不良箇所が防止されます。これは、石油・ガス関連の共同事業において非常に重要です。そこでは、燃料の残留物が汚れのリスクをもたらします。
精密な溶接作業
準備後、プレートはホルダーに積み重ねて位置合わせします。これにより、ポートホールと波が 0.1 mm の制限内で一致します。溶接はペアになったプレートから開始されます。エッジシームとポートブーストに到達します。ステンレス鋼用の TIG 溶接リード。非溶融タングステンチップとアルゴンガードガスを使用します。フィラーは 0.5~2 kg/時で追加されます。電力 (80~150 A)、電圧 (10~15 V)、速度 (100~200 mm/分) などの設定を調整します。これにはセットアップパワーボックスを使用します。
迅速な対応が求められる場合、レーザー溶接が際立っています。キーホール方式を採用しており、毎分1メートル以上の速度で最大2mmの深さまで溶接できます。製薬会社の拡張工事では、ファイバーレーザー溶接機を使用しました。SMO 254合金板を溶接し、飛沫のない完全な溶接を実現しました。ろう付けは、800~1000℃でニッケルフィラーを使用します。低温システムなど、小規模で低温の作業に適しています。
溶接後の冷却および処理
溶接直後は、錆を防ぐために空気の入らない箇所を冷却します。その後、600~800℃で1~2時間、応力除去加熱を行います。これにより、繰り返し作業で摩耗する残留応力が除去されます。これは、当社のグリーン送電線での最初のテストから得られた知見です。
ガスケットの統合
溶接が完了したら、EPDMまたはバイトン製のガスケットを溝に嵌め込みます。これは自動プレス機で行います。混合シールにより、溶接されたポートに不良媒体が流れ込むのを防ぎます。ガスケット経路により、迅速な修理が可能です。これは、HACCP規則を遵守する当社の食品パートナーにとって重要です。
お客様からのフィードバックを基に作成されたこの手順リストは、狭いスペースでもNTU値が4.0を超えるユニットを実現します。私たちは実際の使用状況に基づいて常に微調整を続けています。例えば、ある化学プラントのセットアップでは、成形後に追加のチェックを追加しました。これにより、小さな曲がりを早期に発見でき、後々の時間短縮につながりました。全体として、流れは安定しており、各部品が途切れることなく次の部品へと繋がっています。
最適な溶接性能を実現するための材料選定
材質の選択は、ユニットの長寿命と適合性を左右します。これは、半溶接構造の場合に特に当てはまります。溶接部は熱や化学物質の影響を受けるからです。
板材および溶接用溶加材
304や316Lのようなステンレス鋼は最高です。錆びにくく、溶接も容易です。軟鉄製のため、高温での切断にも適しています。より過酷な箇所には、SMO 254やハステロイC-276のような超軟鉄が適しており、ピットファイトスコアは40以上です。チタン製のものは、海水や清水での作業で輝きを放ちました。軽量で、身体に安全なフィット感を提供します。
溶接用フィラーは、母材の強度と同等かそれ以上の強度を持ちます。316L鋼板用のER316Lワイヤは、より高い引張強度(降伏強度250MPa以上)を実現します。レーザー加工では、自己接合が可能ですが、パルス方式では、金属の種類を選別する作業に適した混合制御が可能です。
密閉性を確保するためのガスケット材料
ガスケットは、用途に合ったゴムで溶接されます。EPDMはHVACの水/グリコールループに適合し、150℃までの耐熱性があります。NBRは冷却にオイルを使用します。PTFEは化学用途で優れています。pH0~14の範囲で使用できます。バイオテクノロジー企業の医薬品製造スキッドには、Kalrezのスーパーラバーを採用しました。過酷な溶剤環境下でも5年以上持ちます。
当社のピッキングチャートは、顧客の流れに関する情報を活用しています。ASTM規格に準拠しているかどうかも確認し、実際の稼働における不良率を25%削減します。また、事前にサンプルテストも実施しています。例えば、食品製造ラインでは、試験の結果、NBRをEPDMに変更しました。これにより、蒸気による膨張を防ぐことができました。こうした対策により、製品の安全性と耐久性を確保しています。
品質管理と検出:溶接の卓越性を確保する
グラノでは、あらゆる溶接工程において品質を最優先事項としています。当社のISO 9001検査は、圧力機器に関するASMEセクションVIIIの基準を上回っています。さらに、デジタルツインを活用して品質を予測しています。
溶接部の健全性に関する非破壊検査(NDT)
X線画像と波形検査ツールは、壁厚の1%という小さな欠陥(穴や接合不良など)も検出します。石油化学メーカーの顧客向けに実施した最新の検査では、主要ポートの全面X線検査で、500箇所以上の溶接部に不良箇所は見つかりませんでした。
レーザー測定器を用いた寸法検査では、脚の長さ(2~3mm)と厚みのある箇所をチェックします。これらの寸法は、設計上の許容誤差である±0.2mmと一致しています。
漏洩および冶金学的保証
10⁻⁶ mbar·L/s でのヘリウムリークテストでシールの性能を検証します。設計負荷の 1.5 倍の水圧テストは、実際の作業を想定した試験です。シュウ酸で洗浄した金属断面観察により、結晶粒の分布や熱ゾーンの形成状況が明らかになります。最適な靭性を得るために、鉄分含有量を 5~10% にチェックします。
これらのチェック層により、当社は99.8%という高い初回合格率を維持しています。これにより、停止を一切必要としない半導体業界のお客様からの信頼を得ています。
私たちはすべてのデータを記録しています。ある製薬会社の試験では、試験中の温度変化を追跡しました。そのおかげで、小さな装置の調整箇所を見つけることができました。その結果、漏れがさらに減少しました。
一般的な溶接欠陥とその予防策
監視されている場所でも、危険な場所は隠れている可能性があります。ここでは、それらを未然に防ぐ方法をご紹介します。
多孔性:アークを遮蔽する
湿気や風による気泡の発生は、アルゴン/ヘリウムの二元ガスによるガードで防ぎます。-40℃以下の湿潤点を監視します。充填材はまず150℃で2時間焼成します。これにより、湿ったタイプが乾燥します。
一度に複数の箇所にファンを追加して隙間風を防いだところ、すぐに穴の数が半分に減りました。
歪み:熱管理の極意
熱膨張により板材が曲がります。バックステップ溶接の指示とクランプの保持に苦労します。曲がりは0.5mm以内に抑えられます。数学モデルが微調整の指針となります。当社の太陽光加熱加工と同様です。
不完全融合:表面優位性
錆びた表面は接合不良の原因となります。強力な洗浄とブラシ作業で確実に接合部をきれいにします。溶接前に自動目視ツールで汚れを検出します。
この方法により、手直し作業を60%削減できました。製品の寿命は計画よりも長くなっています。
追加のヒント:溶接工の訓練は少人数グループで行うと良いでしょう。パターンを素早く把握できます。あるチームでは、この方法でガス流量の問題を早期に発見できました。
結論:最高の性能を実現する精密溶接
半溶接式プレート式熱交換器の溶接作業には、熟練した技術と豊富な知識が必要です。TIG溶接からレーザー溶接まで、すべては適切な材料選びと綿密な監視にかかっています。Granoでは、このノウハウをお客様の業界に合わせて提供しています。医薬品製造におけるクリーンな環境や、食品安全基準を満たす滑らかな仕上がりを実現します。これらの技術を駆使することで、お客様の電力消費量を20~30%削減します。故障間隔は、過酷な条件下でも10年以上にも及びます。
設定 ヒートスワップを上げますか?当社のビルドにお問い合わせください チーム 有意義な話し合いをしましょう。あなたの仕事の次のステップに一緒に参加しましょう。
よくある質問
Q:半溶接式プレート式熱交換器が腐食性環境に適している理由は何ですか?
A:部分溶接により、腐食性の高い流体に対して隔離された堅牢な流路が形成され、ガスケットによる柔軟性と組み合わせることでメンテナンスが容易になり、化学薬品や冷凍用途に最適です。これらの特長は、石油化学および乳製品業界のお客様向けに最適化されています。
Q:半溶接製品の製造において、TIG溶接とレーザー溶接を比較するとどうでしょうか?
A:TIG溶接は厚板合金の加工において優れた制御性を発揮しますが、速度は遅くなります。一方、レーザー溶接は自動化に優れ、薄板の加工における歪みを最小限に抑えることができます。当社では、プロジェクトの規模に応じて溶接方式を選択しており、例えば高速な医薬品製造ラインではレーザー溶接を好んで採用しています。
Q:溶接後に必須となる品質検査は何ですか?
A:主な検査項目には、欠陥の有無を確認するためのX線検査/超音波検査、漏れの有無を確認するための圧力試験、微細構造の健全性を確認するための金属組織分析などが含まれ、ASME規格および顧客仕様への準拠を確保し、故障ゼロの性能を実現します。



