

В сложной области промышленного теплообмена полусварные пластинчатые теплообменники являются удобным выбором. Они хорошо подходят для работы с агрессивными химическими веществами, высоким давлением и высокими температурами. ЗерноМы являемся лидерами в производстве специализированных теплообменных устройств. Мы ориентируемся на химическую, фармацевтическую и пищевую промышленность. Нашими клиентами являются как крупные нефтяные компании, так и небольшие биотехнологические группы. Они рассчитывают на наши навыки в разработке и внедрении этих устройств в свою работу. В этой статье подробно рассматриваются этапы сварки и проверки качества полусварных пластинчатых теплообменников. Мы опираемся на опыт наших текущих проектов. Там тщательная сварка позволила увеличить срок службы оборудования на 30% в сложных условиях эксплуатации.
Если вы занимаетесь системами отопления, вентиляции и кондиционирования, наращиваете производство фармацевтической продукции или оптимизируете работу в нефтегазовой отрасли, знание тонкостей полусварки может существенно изменить ваш повседневный рабочий процесс. Это может значительно упростить работу. Сейчас мы рассмотрим основные моменты. От простых сборок до устранения дефектов — это поможет вам сделать правильный выбор для следующей задачи.
Введение в процессы сварки в полусварных пластинчатых теплообменниках
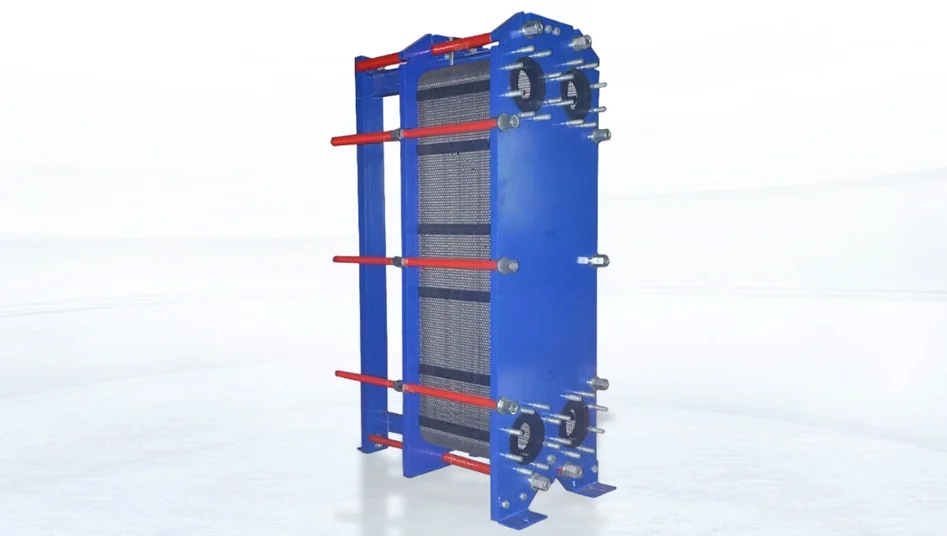
Полусварные пластинчатые теплообменники Это пример грамотного сочетания технологий теплоотвода. Они отличаются от конструкций с цельной сваркой или только с прокладками. В таких устройствах некоторые пластины привариваются к патрубкам. Это создает прочные, герметичные каналы для одного потока жидкости. Другой поток проходит по каналам, герметизированным прокладками. Такая конструкция очень помогает в случаях с очень густыми или некачественными жидкостями. Например, аммиак при охлаждении или сильные кислоты при химической обработке. Мы успешно применяли это в сотрудничестве с ведущими производителями молочной продукции. Это предотвратило путаницу между жидкостями.
Сварные швы в этих теплообменниках соединяют пары пластин по краям и в местах соединений. Используются новые методы. Это обеспечивает прочные и стабильные линии потока. Они выдерживают давление до 25 бар и температуру более 150°C. Обычно используются такие методы сварки, как аргонодуговая сварка (TIG). Также её называют газодуговой сваркой вольфрамовым электродом (GTAW). Кроме того, существует лазерная сварка и низкотемпературная пайка. TIG обеспечивает отличный контроль и аккуратность. Она лучше всего подходит для тонких пластин из нержавеющей стали. Лазерная сварка обеспечивает скорость и малые зоны нагрева. Это позволяет легко срезать гибки при больших партиях производства. Для наших клиентов из фармацевтической отрасли, где чистота имеет первостепенное значение, мы добавили лазерную сварку. Она позволяет получать сварные швы с зонами нагрева менее 0,5 мм. Это хорошо соответствует правилам FDA.
Сочетание сварки и прокладок отличает полусварные узлы от других. Сварные швы обеспечивают герметичность и прочность при работе с твердыми жидкостями. Прокладки из резины или пластика в местах, не являющихся сварными швами, позволяют легко разбирать, чистить и проверять узлы. Эта функция легкой замены изменила правила игры в пищевой промышленности. Она сократила время простоя на 40% по сравнению с узлами, полностью выполненными со сваркой. В этих теплообменниках легкость установки прокладок сочетается с прочностью сварных швов. В долгосрочной перспективе они экономят средства для пользователей в быстро меняющихся отраслях.
Пошаговый алгоритм процесса сварки

Изготовление полусварного пластинчатого теплообменника начинается с тщательной подготовки. Каждая деталь должна соответствовать требованиям проекта. В Grano мы подходим к каждому этапу работы в соответствии с пожеланиями заказчика. С самого начала мы используем метод конечных элементов (МКЭ). Он позволяет прогнозировать тепловые напряжения в нестандартных конструкциях.
Формирование пластин и начальная подготовка
Работа начинается с формовки пластин. С помощью высокоточной штамповки или гидроформовки формируются тонкие металлические листы толщиной от 0,5 до 1,0 мм. Из них получаются волнообразные или «рыбьи кости» узоры. Это усиливает вихревое движение и теплопередачу. Затем может последовать химическое травление. Оно сглаживает поверхность, улучшая её тактильные ощущения и повышая текучесть жидкости без ухудшения качества сварного шва. На позднем этапе строительства в море мы использовали титановые пластины с лазерной гравировкой. Они повысили скорость теплопередачи на 15% и подготовили поверхности для сварки в условиях, обеспечивающих водостойкость.
Уход за поверхностью обязателен. Пластины очищаются с помощью звуковых волн. Для удаления жира используются базовые чистящие средства. Затем пассивация удаляет слои ржавчины, масла и частицы. Это предотвращает образование дефектов, ослабляющих сварные швы. Это ключевой момент в нашей работе в нефтегазовой отрасли. Там остатки топлива создают опасность загрязнения.
Точное выполнение сварочных работ
После подготовки пластины укладываются в держатель для выравнивания. Это обеспечивает совпадение отверстий и волн с точностью до 0,1 мм. Сварка начинается с парных пластин. Она затрагивает краевые швы и выступы отверстий. Используется TIG-сварка для нержавеющей стали. Применяется неплавящийся вольфрамовый наконечник и аргон в качестве защитного газа. Присадочный материал добавляется со скоростью 0,5-2 кг в час. Настраиваются параметры, такие как мощность (80-150 А), напряжение (10-15 В) и скорость (100-200 мм/мин). Для этого используются специальные блоки питания.
Для быстрых задач лазерная сварка является лучшим вариантом. Она использует технологию «замочной скважины». Глубина сварки достигает 2 мм, а скорость — более 1 м в минуту. В фармацевтической компании мы использовали волоконные лазерные установки. Они сваривали пластины из сплава SMO 254. Сварка выполняется сплошным слоем без разбрызгивания. При пайке используются никелевые присадки при температуре 800-1000°C. Она подходит для небольших работ с низкими температурами, например, для холодных систем.
Охлаждение и обработка после сварки
Сразу после сварки необходимо охладить участки, в которых отсутствует воздух, чтобы предотвратить образование ржавчины. Затем провести термообработку при температуре 600-800°C в течение 1-2 часов. Это снимает остаточные напряжения, которые изнашиваются при повторной работе. Мы убедились в этом на первых испытаниях на нашей экологически чистой линии электропередачи.
Интеграция прокладки
После заварки прокладки из EPDM или Viton устанавливаются в вырезанные канавки. Это делают автоматические прессы. Смешанное уплотнение позволяет сварным отверстиям пропускать загрязненную среду. Прокладки обеспечивают быструю доработку. Это важно для наших партнеров в пищевой промышленности, которые соблюдают правила HACCP.
Этот пошаговый список, составленный на основе отзывов клиентов, позволяет создавать устройства с показателем NTU более 4,0 в условиях ограниченного пространства. Мы постоянно вносим корректировки, основываясь на реальном опыте использования. Например, на одном химическом заводе мы добавили дополнительные проверки после формовки. Это позволило выявить небольшие изгибы на ранней стадии и сэкономить часы работы. В целом, поток кажется стабильным. Каждая деталь плавно переходит в следующую без зазоров.
Выбор материалов для обеспечения оптимальных характеристик сварки
Выбор материалов определяет долгий срок службы и точность подгонки изделия. Это особенно актуально для полусварных конструкций. Сварные швы подвергаются воздействию высоких температур и химических веществ.
Присадочные материалы для листового металла и сварных швов
Нержавеющие стали, такие как 304 и 316L, — лучшие. Они устойчивы к ржавчине и легко свариваются. Их конструкция из мягкого чугуна позволяет легко заделывать горячие трещины. Для более сложных мест подойдут сверхмягкие чугуны, такие как SMO 254 или Hastelloy C-276, обеспечивающие показатели прочности более 40. Титановые сплавы отлично зарекомендовали себя в условиях соленой и чистой воды, которые мы использовали в наших работах. Они обеспечивают малый вес и безопасную для тела посадку.
Присадочные материалы по прочности соответствуют или превосходят основной металл. Проволока ER316L для пластин из стали 316L обеспечивает дополнительную прочность на разрыв (предел текучести > 250 МПа). При лазерной сварке хорошо работают самосварки. Но для сложных работ с металлом необходимо контролировать режимы импульсной сварки.
Материалы для прокладок, обеспечивающие герметичность.
Прокладки привариваются с использованием резиновых уплотнителей, соответствующих требованиям к монтажу. EPDM подходит для водно-гликолевых контуров в системах ОВК. Он выдерживает температуру до 150°C. NBR впитывает масла при охлаждении. PTFE превосходит другие материалы в химических условиях. Он выдерживает pH от 0 до 14. Для установки по производству лекарств у клиента из биотехнологической отрасли мы выбрали суперрезиновые уплотнители Kalrez. Они служат более 5 лет в условиях воздействия неблагоприятных растворителей.
Наша схема комплектации использует информацию о потоке клиентов. Она соответствует правилам ASTM. Это снижает вероятность брака на 25% в реальных производственных циклах. Мы также предварительно тестируем образцы. На линии по производству продуктов питания мы заменили NBR на EPDM после испытаний. Это предотвратило разбухание под воздействием пара. Такие меры обеспечивают безопасность и долговечность продукции.
Контроль и обнаружение дефектов: обеспечение высочайшего качества сварных швов.
В Grano качество остается приоритетом в каждом сварочном шве. Наши проверки по стандарту ISO 9001 превосходят требования раздела VIII стандарта ASME для оборудования, работающего под давлением. Мы используем цифровые двойники для прогнозирования качества на перспективу.
Неразрушающий контроль (НК) целостности сварных швов
Рентгеновские снимки и волновые контрольные приборы позволяют выявлять крупные дефекты, такие как отверстия или неплотные соединения, толщиной до 1% от толщины стенки. При повторной проверке для заказчика из нефтехимической отрасли рентгеновское исследование ключевых портов не выявило дефектов в более чем 500 сварных швах.
Проверка размеров с помощью лазерных инструментов позволяет определить длину ножек (2-3 мм) и толщину пятен. Они соответствуют плановым пределам ±0,2 мм.
Гарантия герметичности и металлургических характеристик
Проверка герметичности с помощью гелия при давлении 10⁻⁶ мбар·л/с. Испытания под давлением воды при нагрузке, в 1,5 раза превышающей расчетную, имитируют реальную работу. На срезах металла, очищенных щавелевой кислотой, показаны структуры зерна и зоны нагрева. Для достижения наилучшей прочности проверяется содержание железа в сплаве на уровне 5-10%.
Эти контрольные слои обеспечивают нам 99,8% успеха с первого раза. Это укрепляет доверие клиентов, использующих чипы в полевых условиях, которым не нужны остановки.
Мы также регистрируем все данные. В ходе одного из фармацевтических испытаний мы отслеживали изменения температуры. Это помогло выявить небольшие недостатки в конструкции инструмента. Теперь утечки уменьшились еще больше.
Распространенные дефекты сварки и превентивные решения
Даже в местах, за которыми ведется наблюдение, могут скрываться проблемные зоны. Вот как мы можем предотвратить их появление.
Пористость: защита дуги
Воздушные отверстия, образующиеся от влаги или ветра, предотвращаются с помощью двухгазовых аргоново-гелиевых защитных устройств. Мы контролируем температуру влажных материалов ниже -40°C. Предварительно наполнители запекают при 150°C в течение 2 часов. Это высушивает влажные материалы.
В одной из партий мы добавили вентиляторы, чтобы уменьшить сквозняки. Количество отверстий сразу сократилось вдвое.
Искажение: Мастерство управления тепловыми процессами
Нагрев приводит к изгибам пластин. Мы боремся с ошибками при сварке и используем зажимы. Изгибы остаются в пределах 0,5 мм. Математические модели помогают вносить корректировки. Как и в наших работах с солнечным нагревом.
Неполный термоядерный синтез: превосходство на поверхности
Ржавчина приводит к отсутствию сварного шва. Тщательная очистка и обработка щеткой гарантируют чистоту соединений. Инструменты с автоматическим ушком отмечают загрязнения перед сваркой.
Таким образом, мы сокращаем объем работ по переделке на 60%. Срок службы блоков превышает запланированный.
Дополнительный совет: Обучайте сварщиков в небольших группах. Это позволяет быстро выявлять закономерности. В одной команде это помогло обнаружить проблему с подачей газа на ранней стадии.
Заключение: Высокоточная сварка для достижения наилучших результатов.
Сварка полусварных пластинчатых теплообменников требует навыков и сочетания знаний. От TIG-сварки до лазерной сварки — все зависит от правильного выбора материалов и контроля качества. В Grano эти знания подходят для вашей профессии. Они обеспечивают чистоту в фармацевтической промышленности или безопасность для пищевой промышленности. Благодаря этому мы помогаем клиентам экономить 20-30% электроэнергии. Среднее время между отказами в проблемных местах превышает 10 лет.
Установить на Поднимите свой теплообменник? Свяжитесь с нами для сборки. команда Для неформальной беседы. Давайте сделаем следующий шаг в вашей работе.
Часто задаваемые вопросы
В: Что делает полусварные пластинчатые теплообменники подходящими для использования в агрессивных средах?
А: Частичная сварка создает изолированные, прочные каналы для агрессивных жидкостей в сочетании с гибкостью прокладок для технического обслуживания, что идеально подходит для химической промышленности или холодильного оборудования — характеристики, которые мы оптимизировали для клиентов в нефтехимической и молочной отраслях.
В: Чем отличается TIG-сварка от лазерной сварки в полусварочном производстве?
A: TIG-сварка обеспечивает превосходный контроль при работе с толстыми сплавами, но требует меньших скоростей; лазерная сварка отличается высокой степенью автоматизации и минимальными деформациями при работе с тонкими пластинами. Выбор метода сварки зависит от объема проекта, как, например, на наших высокоскоростных линиях для фармацевтической промышленности, где предпочтение отдается лазерной сварке.
В: Какие контрольные работы по проверке качества являются обязательными после сварки?
А: Ключевые проверки включают рентгеновский/ультразвуковой контроль на наличие дефектов, испытание под давлением на герметичность и металлографический анализ для оценки целостности микроструктуры, что обеспечивает соответствие спецификациям ASME и заказчика для достижения нулевого уровня отказов.



