

صنعتی حرارت کی منتقلی کے سخت میدان میں، نیم ویلڈڈ پلیٹ ہیٹ ایکسچینجرز ایک آسان انتخاب کے طور پر چمکتے ہیں۔ وہ سخت کیمیکلز، مضبوط دباؤ اور گرم درجہ حرارت والی ملازمتوں کے لیے اچھی طرح کام کرتے ہیں۔ پر اناج، ہم اپنی مرضی کے مطابق ہیٹ ایکسچینج ٹولز بنانے میں پیش پیش ہیں۔ ہم کیمیکل، فارماسیوٹیکل اور فوڈ پروسیسنگ کے شعبوں پر توجہ مرکوز کرتے ہیں۔ ہمارے صارفین بڑی آئل کمپنیوں سے چھوٹے بائیوٹیک گروپس میں جاتے ہیں۔ وہ ان اکائیوں کو اپنے کام میں فٹ کرنے کے لیے ہماری مہارتوں پر بھروسہ کرتے ہیں۔ یہ پوسٹ نیم ویلڈیڈ پلیٹ ہیٹ ایکسچینجرز کے لیے ویلڈنگ کے مراحل اور کوالٹی کی جانچ پر گہری نظر رکھتی ہے۔ ہم اپنی موجودہ ملازمتوں سے کھینچتے ہیں۔ وہاں، احتیاط سے ویلڈنگ نے گیئر لائف کو 30 فیصد تک بڑھا دیا ہے
اگر آپ HVAC سیٹ اپ چلاتے ہیں، فارما آؤٹ پٹ بڑھاتے ہیں، یا تیل اور گیس کے کام کو موافقت دیتے ہیں، تو سیمی ویلڈیڈ ویلڈنگ کی تفصیلات جاننا آپ کے روزمرہ کے بہاؤ کو بدل سکتا ہے۔ یہ چیزوں کو ہموار بنا سکتا ہے۔ ہم اب اہم حصوں کو چیک کریں گے۔ بنیادی تعمیرات سے لے کر خامیوں کو دور کرنے تک، اس سے آپ کو اپنے اگلے کام کے لیے اسمارٹ چننے میں مدد ملے گی۔
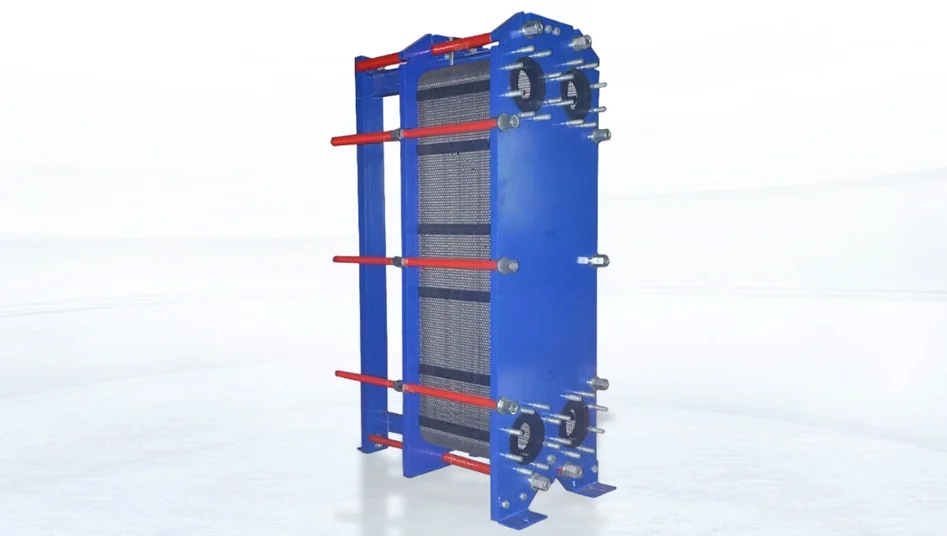
نیم ویلڈیڈ پلیٹ ہیٹ ایکسچینجرز میں ویلڈنگ کے عمل کا تعارف
نیم ویلڈیڈ پلیٹ ہیٹ ایکسچینجرز ہیٹ ہینڈلنگ ٹیک میں ایک سمارٹ مکس کو نشان زد کریں۔ وہ مکمل ویلڈ یا صرف گاسکیٹ کی اقسام سے مختلف ہیں۔ ان یونٹوں میں، کچھ پلیٹیں بندرگاہوں پر ویلڈیڈ ہوتی ہیں۔ یہ ایک سیال کے بہاؤ کے لیے مضبوط، بغیر رساو والے راستے بناتا ہے۔ دوسرا بہاؤ گسکیٹ کے ذریعے بند راستوں سے گزرتا ہے۔ یہ سیٹ اپ بہت خراب یا گاڑھے سیالوں کے معاملے میں بہت مدد کرتا ہے۔ ٹھنڈک میں امونیا یا کیم ورک میں مضبوط تیزاب سوچیں۔ ہم نے اسے تازہ ترین ٹیم اپس میں دودھ کے اعلیٰ ہینڈلرز کے ساتھ سنبھالا۔ اس نے سیالوں کے درمیان اختلاط کو روک دیا۔
ان ایکسچینجرز میں ویلڈ کی تعمیر کناروں اور بندرگاہ کے مقامات پر پلیٹوں کے جوڑے میں شامل ہوتی ہے۔ یہ تازہ طریقے استعمال کرتا ہے۔ یہ مضبوط، مستحکم بہاؤ لائنیں بناتا ہے. وہ 25 بار دباؤ اور 150 ° C سے زیادہ گرمی رکھتے ہیں۔ عام ویلڈ کے طریقوں میں ٹنگسٹن انرٹ گیس (TIG) ویلڈنگ شامل ہے۔ لوگ اسے گیس ٹنگسٹن آرک ویلڈنگ (GTAW) بھی کہتے ہیں۔ اس کے بعد لیزر ویلڈنگ اور کم گرمی والی بریزنگ ہے۔ TIG بہت اچھا کنٹرول اور دیکھ بھال دیتا ہے۔ یہ پتلی سٹینلیس سٹیل پلیٹوں کے لیے بہترین ہے۔ لیزر ویلڈنگ رفتار اور چھوٹے گرمی زون لاتا ہے. یہ بڑے بیچ رنز میں موڑتا ہے. ہمارے فارما صارفین کے لیے، جہاں کلین کلین ہے، ہم نے لیزر ویلڈنگ کا اضافہ کیا۔ اس نے 0.5 ملی میٹر چوڑائی کے نیچے ہیٹ زون کے ساتھ ویلڈز بنائے۔ یہ ایف ڈی اے کے قوانین کے مطابق ہے۔
ویلڈنگ اور گاسکیٹ کا مرکب نیم ویلڈیڈ یونٹس کو الگ کرتا ہے۔ ویلڈز سخت مہروں میں بند ہوتے ہیں اور سخت سیالوں کے لیے مضبوط طاقت رکھتے ہیں۔ غیر ویلڈ جگہوں پر ربڑ یا پلاسٹک کے گسکٹس آپ کو آسانی سے الگ کرنے، صاف کرنے اور چیک کرنے دیتے ہیں۔ اس آسان تبدیلی کی خصوصیت نے ہمارے کھانے پینے کی ملازمتوں میں گیم کو تبدیل کر دیا۔ اس نے فل ویلڈ پک کے مقابلے میں 40% کی کمی کا وقت کم کیا۔ یہ ایکسچینجر گاسکیٹ آسانی کو ویلڈ کی سختی کے ساتھ جوڑتے ہیں۔ وہ تیزی سے تبدیلی والے شعبوں میں صارفین کے لیے وقت کے ساتھ پیسے بچاتے ہیں۔
مرحلہ وار ویلڈنگ کا عمل ورک فلو

نیم ویلڈڈ پلیٹ ہیٹ ایکسچینجر کی تعمیر قریبی تیاری کے ساتھ شروع ہوتی ہے۔ ہر حصے کو ملازمت کی ضروریات کے مطابق ہونا چاہیے۔ گرانو میں، ہمارے قدم گاہک کی خواہش کے مطابق ہیں۔ ہم شروع سے ہی محدود عنصر تجزیہ (FEA) استعمال کرتے ہیں۔ یہ خاص عمارتوں میں گرمی کے دباؤ کا اندازہ لگاتا ہے۔
پلیٹ کی تشکیل اور ابتدائی تیاری
کام پلیٹ کی تشکیل کے ساتھ شروع ہوتا ہے۔ اعلی نگہداشت کی سٹیمپنگ یا پانی کی تشکیل والی شکلیں پتلی دھات کی چادریں۔ یہ 0.5 سے 1.0 ملی میٹر موٹی چلتے ہیں۔ وہ لہراتی یا مچھلی کی ہڈی کے نمونوں میں بدل جاتے ہیں۔ یہ گھومنے پھرنے اور گرمی کے تبادلے کو فروغ دیتے ہیں۔ کیم اینچنگ آگے آ سکتی ہے۔ یہ سطح کے احساس کو ہموار کرتا ہے۔ یہ ویلڈ فٹ کو نقصان پہنچائے بغیر سیال حرکت کو بڑھاتا ہے۔ دیر سے سمندر کی تعمیر کے کام میں، ہم نے لیزر اینچڈ ٹائٹینیم پلیٹیں استعمال کیں۔ انہوں نے ہیٹ سویپ کی شرحوں میں 15% اضافہ کیا۔ اور انہوں نے پانی سے محفوظ ویلڈز کے لیے چہروں کو تیار کیا۔
چہرے کی دیکھ بھال ضروری ہے۔ پلیٹوں کو آواز کی لہر کی صفائی ملتی ہے۔ وہ چکنائی کاٹنے کے لیے بیس کلینر استعمال کرتے ہیں۔ پھر گزرنے سے زنگ کی تہوں، تیلوں اور بٹس کو ہٹا دیا جاتا ہے۔ یہ خراب دھبوں کو روکتا ہے جو ویلڈز کو کمزور کرتے ہیں۔ یہ ہماری تیل اور گیس ٹیم اپس میں کلید ہے۔ وہاں، ایندھن کا بچا ہوا گندگی کے خطرات لاتا ہے۔
عین مطابق ویلڈنگ کا عمل
تیاری کے بعد، پلیٹیں لائن اپ کے لیے ایک ہولڈر میں اسٹیک کرتی ہیں۔ یہ بندرگاہ کے سوراخوں اور لہروں کو 0.1 ملی میٹر کی حدود میں مماثل رکھتا ہے۔ جوڑی والی پلیٹوں پر ویلڈنگ شروع ہوتی ہے۔ یہ کنارے سیون اور پورٹ بوسٹ کو مارتا ہے۔ TIG ویلڈنگ سٹینلیس سٹیل کے لئے لیڈز. یہ ایک غیر پگھلنے والی ٹنگسٹن ٹپ اور آرگن گارڈ گیس کا استعمال کرتا ہے۔ فلر 0.5-2 کلوگرام فی گھنٹہ میں اضافہ کرتا ہے۔ پاور (80-150 A)، وولٹ (10-15 V)، اور رفتار (100-200 mm/min) جیسی سیٹنگز ٹیون ہو جاتی ہیں۔ ہم اس کے لیے سیٹ اپ پاور بکس استعمال کرتے ہیں۔
تیز رفتار ضروریات کے لئے، لیزر ویلڈنگ باہر کھڑا ہے. یہ keyhole سٹائل کا استعمال کرتا ہے. یہ 1 میٹر فی منٹ سے زیادہ کی رفتار سے 2 ملی میٹر گہرائی تک کھودتا ہے۔ فارما گروتھ جاب میں، ہم نے فائبر لیزر سیٹ اپس کا انتخاب کیا۔ انہوں نے ایس ایم او 254 مصر دات پلیٹوں کو ویلڈیڈ کیا۔ بغیر کسی سپلیش کے مکمل کھدائی۔ بریزنگ 800-1000 ° C پر نکل فلرز کا استعمال کرتی ہے۔ یہ کم گرمی والی چھوٹی ملازمتوں میں فٹ بیٹھتا ہے، جیسے کولڈ سسٹم۔
پوسٹ ویلڈ کولنگ اور ٹریٹمنٹ
ویلڈنگ کے فوراً بعد، زنگ کو روکنے کے لیے بغیر ہوا والے مقامات پر ٹھنڈا کریں۔ پھر 1-2 گھنٹے کے لیے 600-800 ° C پر تناؤ کم کریں۔ یہ بائیں دباؤ کو کم کرتا ہے جو دوبارہ کام میں تھک جاتے ہیں۔ ہم نے اپنی گرین پاور لائن میں پہلے ٹیسٹوں سے یہ سیکھا۔
گسکیٹ انٹیگریشن
ویلڈ سیٹ کے ساتھ، EPDM یا Viton gaskets کٹے ہوئے نالیوں میں فٹ ہوتے ہیں۔ آٹو پریس ایسا کرتے ہیں۔ مکس سیل ویلڈیڈ پورٹس کو برا میڈیا لینے دیتا ہے۔ گسکیٹ کے راستے فوری فکس اپس کی اجازت دیتے ہیں۔ یہ ہمارے فوڈ پارٹنرز کے لیے اہم ہے جو HACCP کے قوانین پر عمل کرتے ہیں۔
یہ مرحلہ وار فہرست، وقت کے ساتھ ساتھ صارف کے نوٹوں کی شکل میں، چھوٹی جگہوں پر NTU کے ساتھ 4.0 سے زیادہ یونٹ دیتی ہے۔ ہم حقیقی استعمال کی بنیاد پر موافقت کرتے رہتے ہیں۔ مثال کے طور پر، ایک کیم پلانٹ کے سیٹ اپ میں، ہم نے بنانے کے بعد اضافی چیک شامل کیے۔ اس نے چھوٹے موڑ کو جلدی پکڑ لیا۔ اس نے گھنٹوں بعد بچایا۔ مجموعی طور پر، بہاؤ مستحکم محسوس ہوتا ہے. ہر حصہ بغیر کسی وقفے کے اگلے سے لنک کرتا ہے۔
بہترین ویلڈنگ کی کارکردگی کے لیے مواد کا انتخاب
مواد کا انتخاب یونٹ کی طویل زندگی اور فٹ کا تعین کرتا ہے۔ یہ سیمی ویلڈیڈ سیٹ اپ میں درست ہے۔ ویلڈ گرمی اور کیم کو وہاں مارتے ہیں۔
پلیٹ اور ویلڈ فلر کا مواد
سٹینلیس سٹیل جیسے 304 اور 316L اصول۔ وہ زنگ سے لڑتے ہیں اور آسانی سے ویلڈ کرتے ہیں۔ ان کی نرم لوہے کی تعمیر گرم دراڑوں کو کاٹ دیتی ہے۔ بدتر جگہوں کے لیے، SMO 254 یا Hastelloy C-276 جیسے انتہائی نرم آئرن 40 سے زیادہ پٹ فائٹ اسکور دیتے ہیں۔ ٹائٹینیم کی اقسام نمکین پانی کے صاف پانی کے کاموں میں چمکتی ہیں۔ وہ ہلکے وزن اور جسم کے لیے محفوظ فٹ لاتے ہیں۔
ویلڈ فلرز بیس میٹل کی طاقت سے میچ یا بیٹ کریں۔ 316L پلیٹوں کے لیے ER316L تار اضافی پل دیتا ہے (پیداوار >250 MPa)۔ لیزر کے کام میں، خود کام میں شامل ہوتا ہے. لیکن نبض کے طریقے دھاتی چننے والی ملازمتوں کے لیے مکس کو کنٹرول کرتے ہیں۔
مہربند سالمیت کے لئے گسکیٹ کا مواد
جاب فٹ ربڑ کے ساتھ گاسکٹس بیک ویلڈز۔ EPDM HVAC میں واٹر/گلائکول لوپس کو فٹ کرتا ہے۔ یہ 150 ° C تک گرمی رکھتا ہے۔ این بی آر کولنگ میں تیل لیتا ہے۔ PTFE کیم ٹاسک میں جیت گیا۔ اس کا پی ایچ 0-14 ہے۔ بائیوٹیک کسٹمر کی ڈرگ میک سکڈ کے لیے، ہم نے کالریز سپر ربرز کا انتخاب کیا۔ وہ خراب سالوینٹس میں 5+ سال تک رہتے ہیں۔
ہمارا پک چارٹ کسٹمر کے بہاؤ کی معلومات کا استعمال کرتا ہے۔ یہ ASTM کے قوانین کو چیک کرتا ہے۔ یہ کٹس حقیقی رنز میں 25 فیصد تک ناکامی کا شکار ہو جاتی ہے۔ ہم پہلے بھی نمونے کی جانچ کرتے ہیں۔ فوڈ لائن میں، ہم نے ٹرائلز کے بعد EPDM کے لیے NBR کو تبدیل کیا۔ اس نے بھاپ میں پھولنا بند کر دیا۔ اس طرح کے اقدامات چیزوں کو محفوظ اور دیرپا رکھتے ہیں۔
کوالٹی کنٹرول اور کھوج: ویلڈ ایکسیلنس کو یقینی بنانا
گرانو میں ہر ویلڈ میں معیار سامنے اور مرکز رہتا ہے۔ ہمارے ISO 9001 چیک پریشر گیئر کے لیے ASME سیکشن VIII سے گزرتے ہیں۔ ہم آگے کے معیار کا اندازہ لگانے کے لیے ڈیجیٹل جڑواں شامل کرتے ہیں۔
ویلڈ کی سالمیت کے لیے غیر تباہ کن ٹیسٹنگ (NDT)
ایکس رے تصویریں اور ویو چیک ٹولز بڑی خامیوں کی نشاندہی کرتے ہیں جیسے دیوار کے 1% موٹی تک سوراخ یا نا جوائن۔ آئل کیم کسٹمر کے لیے تازہ چیک میں، کلیدی بندرگاہوں پر مکمل ایکسرے نے 500+ ویلڈز میں کوئی خراب دھبہ نہیں دکھایا۔
لیزر ٹولز کے ساتھ سائز کی جانچ پڑتال ٹانگوں کی لمبائی (2-3 ملی میٹر) اور موٹے دھبوں کو چیک کرتی ہے۔ وہ ±0.2 ملی میٹر کی منصوبہ بندی کی حدود سے مماثل ہیں۔
لیک اور میٹالرجیکل یقین دہانی
ہیلیم لیک 10^-6 mbar·L/s پر شکار کرتا ہے سیل ثابت کرتا ہے۔ 1.5x پلان لوڈ پر پانی کے دباؤ کے ٹیسٹ حقیقی کام کی طرح کام کرتے ہیں۔ دھاتی ٹکڑوں کے نظارے، آکسالک ایسڈ سے صاف کیے گئے، اناج کے سیٹ اپ اور ہیٹ زون کی تعمیرات دکھائیں۔ وہ بہترین ٹف کے لیے ڈیلٹا آئرن کو 5-10% پر چیک کرتے ہیں۔
یہ چیک پرتیں ہماری 99.8% پہلے جانے کی شرح رکھتی ہیں۔ یہ چپ فیلڈ صارفین کے ساتھ اعتماد پیدا کرتا ہے جنہیں کسی رکنے کی ضرورت نہیں ہے۔
ہم تمام ڈیٹا کو بھی لاگ ان کرتے ہیں۔ ایک فارما رن کے لیے، ہم نے ٹیسٹ کے دوران درجہ حرارت کی تبدیلیوں کو ٹریک کیا۔ اس نے ایک چھوٹے سے ٹول موافقت کو تلاش کرنے میں مدد کی۔ اب، لیکس اور بھی گرتے ہیں۔
عام ویلڈنگ کے نقائص اور فعال حل
خراب دھبے دیکھے ہوئے مقامات میں بھی چھپ سکتے ہیں۔ یہاں ہم انہیں آگے کیسے روکتے ہیں۔
پوروسیٹی: آرک کو بچانا
گیلے یا ہوا سے ہوا کے سوراخ دو گیس آرگن/ہیلیم گارڈز سے لڑتے ہیں۔ ہم گیلے پوائنٹس کو -40 ° C سے کم دیکھتے ہیں۔ پہلے فلرز کو 150 ° C پر 2 گھنٹے تک بیک کریں۔ یہ گیلی اقسام کو خشک کرتا ہے۔
ایک بیچ میں، ہم نے ڈرافٹس کو کاٹنے کے لیے مداحوں کو شامل کیا۔ سوراخ فوراً آدھے تک گر گئے۔
مسخ: حرارت کے انتظام میں مہارت
حرارت بڑھنے والی پلیٹوں کو موڑتی ہے۔ ہم بیک سٹیپ ویلڈ آرڈرز کے ساتھ لڑتے ہیں اور کلیمپ پکڑتے ہیں۔ موڑ 0.5 ملی میٹر کے نیچے رہتے ہیں۔ ریاضی کے ماڈل گائیڈ ٹویکس۔ جیسے ہماری سورج کی گرمی کی نوکریوں میں۔
نامکمل فیوژن: سطح کی بالادستی
زنگ آلود کھالیں جوڑنے کا سبب بنتی ہیں۔ مضبوط صاف اور برش کا کام یقینی طور پر صاف روابط۔ آٹو آنکھ کے اوزار پرچم مٹی پری ویلڈ.
ہم نے اس طرح دوبارہ کام کرنے میں 60 فیصد کمی کی۔ یونٹس ماضی کی منصوبہ بندی کرتے ہیں۔
اضافی ٹپ: چھوٹے گروپوں پر ویلڈرز کو تربیت دیں۔ یہ پیٹرن کو تیزی سے دیکھتا ہے۔ ایک ٹیم میں، اس نے گیس کے بہاؤ کا مسئلہ جلد ہی پکڑ لیا۔
نتیجہ: چوٹی کی کارکردگی کے لئے صحت سے متعلق ویلڈنگ
نیم ویلڈڈ پلیٹ ہیٹ ایکسچینجرز میں ویلڈ کے کام کو مہارت اور حقیقت کے آمیزے کی ضرورت ہوتی ہے۔ TIG کیئر سے لے کر لیزر کوئیک تک، باقی سب اچھے مواد کی چنتا اور دیکھتے ہیں۔ Grano میں، یہ جانکاری آپ کی تجارت کے لیے کس طرح فٹ بیٹھتی ہے۔ یہ فارما کو صاف کرتا ہے یا کھانے کو ہموار کرتا ہے۔ ان کی رہنمائی کرکے، ہم صارفین کو 20-30% بجلی بچانے میں مدد کرتے ہیں۔ ناکامیوں کے درمیان درمیانی وقت خراب مقامات میں 10 سال سے اوپر ہے۔
پر سیٹ کریں۔ اپنی گرمی کا تبادلہ اٹھاؤ؟ ہماری تعمیر تک پہنچیں۔ ٹیم فٹ چیٹ کے لیے۔ آئیے آپ کے کام کے اگلے مرحلے میں شامل ہوں۔
اکثر پوچھے گئے سوالات
س: نیم ویلڈیڈ پلیٹ ہیٹ ایکسچینجرز کو سنکنرن ایپلی کیشنز کے لیے کیا موزوں بناتا ہے؟
A: ان کی جزوی ویلڈنگ جارحانہ سیالوں کے لیے الگ تھلگ، مضبوط چینلز بناتی ہے، جس کے ساتھ مل کر دیکھ بھال کے لیے gasketed لچک ہوتی ہے، کیمیکلز یا ریفریجریشن کے لیے مثالی — وہ خصوصیات جو ہم نے پیٹرو کیمیکل اور ڈیری سیکٹر کے گاہکوں کے لیے بہتر بنائی ہیں۔
سوال: ٹی آئی جی ویلڈنگ کا موازنہ نیم ویلڈیڈ پروڈکشن میں لیزر ویلڈنگ سے کیسے ہوتا ہے؟
A: TIG موٹے مرکب لیکن سست رفتار کے لیے اعلیٰ کنٹرول فراہم کرتا ہے۔ لیزر آٹومیشن اور پتلی پلیٹوں کے لیے کم سے کم مسخ کرنے میں مہارت رکھتا ہے۔ ہم پروجیکٹ کے حجم کی بنیاد پر انتخاب کرتے ہیں، جیسا کہ ہماری تیز رفتار فارما لائنوں میں لیزر کے حق میں ہے۔
سوال: ویلڈنگ کے بعد کون سے معیار کے ٹیسٹ ضروری ہیں؟
A: کلیدی جانچوں میں نقائص کے لیے ایکس رے/UT، لیک کے لیے دباؤ کی جانچ، اور مائیکرو اسٹرکچر کی سالمیت کے لیے میٹالوگرافک تجزیہ، صفر کی ناکامی کی کارکردگی کے لیے ASME اور کلائنٹ کے چشموں کی تعمیل کو یقینی بنانا شامل ہے۔



