

No exigente campo da transferência de calor industrial, os trocadores de calor de placas semi-soldadas destacam-se como uma opção prática. Eles funcionam bem em aplicações com produtos químicos agressivos, altas pressões e temperaturas elevadas. GrãoSomos líderes na fabricação de ferramentas personalizadas para troca de calor. Nosso foco está nas áreas química, farmacêutica e de processamento de alimentos. Nossos clientes variam de grandes empresas petrolíferas a pequenos grupos de biotecnologia. Eles contam com nossa expertise para integrar essas unidades perfeitamente às suas operações. Este artigo analisa detalhadamente as etapas de soldagem e os controles de qualidade para trocadores de calor de placas semi-soldados. Utilizamos como exemplo projetos atuais, nos quais a soldagem cuidadosa aumentou a vida útil dos equipamentos em até 30% em ambientes severos.
Se você trabalha com sistemas de climatização, produção farmacêutica ou operações de petróleo e gás, conhecer os detalhes da soldagem semiacabada pode otimizar seu fluxo de trabalho diário. Vamos analisar os principais componentes, desde montagens básicas até correções de falhas, para que você possa tomar decisões mais inteligentes em sua próxima tarefa.
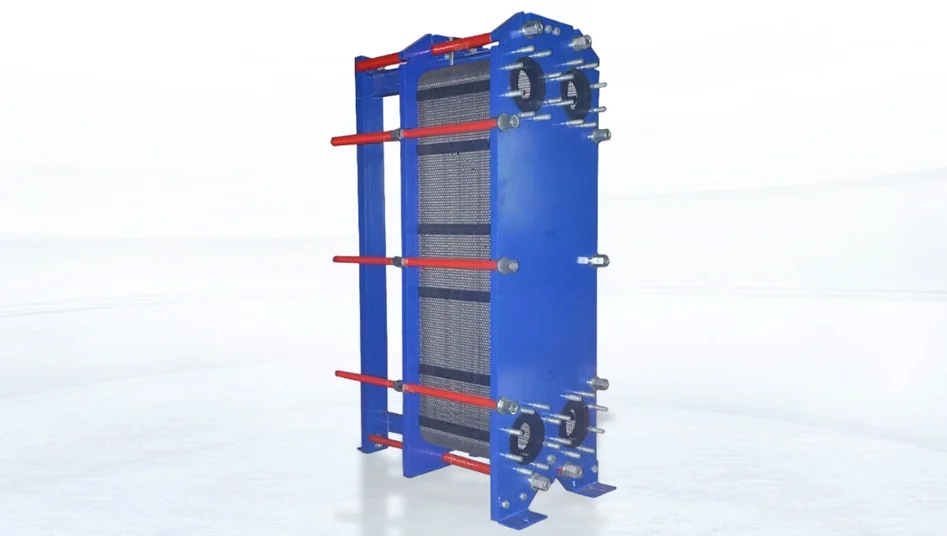
Introdução aos processos de soldagem em trocadores de calor de placas semi-soldadas
Trocadores de calor de placas semi-soldadas Uma solução inteligente em tecnologia de gerenciamento térmico. Ela difere dos sistemas com solda total ou apenas com juntas. Nessas unidades, algumas placas são soldadas nas portas. Isso cria caminhos fortes e sem vazamentos para um fluxo de fluido. O outro fluxo passa por caminhos vedados por juntas. Essa configuração é muito útil em casos com fluidos muito viscosos ou agressivos, como amônia em sistemas de resfriamento ou ácidos fortes em processos químicos. Implementamos essa solução em parcerias com especialistas em processamento de leite, o que evitou a mistura de fluidos.
A soldagem utilizada nesses trocadores une pares de placas nas bordas e nos pontos de conexão. São empregados métodos inovadores, resultando em linhas de fluxo firmes e estáveis, capazes de suportar pressão de até 25 bar e temperaturas acima de 150 °C. Os métodos de soldagem mais comuns incluem a soldagem TIG (Tungsten Inert Gas), também conhecida como GTAW (Gas Tungsten Arc Welding). Além disso, existem a soldagem a laser e a brasagem a baixa temperatura. A soldagem TIG oferece excelente controle e precisão, sendo ideal para placas finas de aço inoxidável. A soldagem a laser proporciona rapidez e zonas de aquecimento reduzidas, minimizando a necessidade de curvatura em grandes lotes de produção. Para nossos clientes da indústria farmacêutica, onde a limpeza é fundamental, adicionamos a soldagem a laser, que permite soldas com zonas de aquecimento de menos de 0,5 mm de largura, atendendo perfeitamente às normas da FDA.
A combinação de soldagem e juntas diferencia as unidades semi-soldadas. As soldas garantem vedações herméticas e resistência para fluidos viscosos. Juntas de borracha ou plástico em pontos sem solda permitem desmontagem, limpeza e inspeção fáceis. Essa facilidade de troca revolucionou nossos trabalhos na indústria de alimentos e bebidas, reduzindo o tempo de inatividade em 40% em comparação com equipamentos totalmente soldados. Esses trocadores de calor aliam a facilidade de uso das juntas à robustez da solda, resultando em economia a longo prazo para usuários em setores que exigem trocas rápidas.
Fluxo de trabalho do processo de soldagem passo a passo

A construção de um trocador de calor de placas semi-soldadas começa com um planejamento minucioso. Cada componente deve atender às necessidades específicas do projeto. Na Grano, nossas etapas são adaptadas às exigências do cliente. Utilizamos a análise de elementos finitos (FEA) desde o início, para estimar as tensões térmicas em projetos especiais.
Formação da placa e preparação inicial
O trabalho começa com a conformação das chapas. Estampagem de alta precisão ou moldagem por imersão moldam chapas metálicas finas, com espessura entre 0,5 e 1,0 mm. Elas adquirem padrões ondulados ou em espinha de peixe, que aumentam a turbulência e a troca de calor. A próxima etapa pode ser a corrosão química, que suaviza a superfície ao toque. Isso melhora o fluxo de fluidos sem comprometer o encaixe da solda. Em um projeto recente de construção naval, utilizamos chapas de titânio gravadas a laser, que aumentaram as taxas de troca de calor em 15% e prepararam as superfícies para soldas resistentes à água.
O cuidado com a superfície é essencial. As placas passam por limpeza ultrassônica. Utilizam-se produtos de limpeza básicos para remover a graxa. Em seguida, a passivação remove camadas de ferrugem, óleos e partículas. Isso impede pontos de atrito que enfraquecem as soldas. É fundamental em nossas parcerias no setor de petróleo e gás. Lá, resíduos de combustível representam riscos de contaminação.
Execução de Soldagem Precisa
Após a preparação, as placas são empilhadas em um suporte para alinhamento. Isso mantém os furos e as ondulações alinhados com uma tolerância de 0,1 mm. A soldagem começa nas placas pareadas, atingindo as juntas de borda e os reforços dos furos. A soldagem TIG é utilizada para aços inoxidáveis. Ela usa um eletrodo de tungstênio não fundente e gás de proteção argônio. O material de adição é adicionado a uma taxa de 0,5 a 2 kg por hora. Configurações como potência (80-150 A), voltagem (10-15 V) e velocidade (100-200 mm/min) são ajustadas. Utilizamos controladores de potência para isso.
Para necessidades de alta velocidade, a soldagem a laser se destaca. Ela utiliza o método de penetração total (keyhole), que permite perfurações de até 2 mm de profundidade a mais de 1 m por minuto. Em um projeto de expansão na indústria farmacêutica, optamos por sistemas de laser de fibra, que soldaram placas de liga SMO 254. A perfuração foi completa e sem respingos. A brasagem utiliza ligas de níquel a temperaturas entre 800 e 1000 °C, sendo ideal para trabalhos de baixa temperatura e em pequena escala, como em sistemas de refrigeração.
Resfriamento e tratamento pós-soldagem
Logo após a soldagem, resfrie em locais sem ar para evitar ferrugem. Em seguida, realize um tratamento térmico de alívio de tensões a 600-800°C por 1 a 2 horas. Isso elimina as tensões residuais que se acumulam em trabalhos repetidos. Aprendemos isso com os primeiros testes em nossa linha de transmissão de energia verde.
Integração de juntas
Com as soldas concluídas, as juntas de EPDM ou Viton encaixam-se nas ranhuras cortadas. Prensas automáticas realizam esse processo. A vedação mista permite que as portas soldadas recebam materiais contaminados. Os canais de vedação permitem correções rápidas. Isso é importante para nossos parceiros da área alimentícia que seguem as normas HACCP.
Esta lista de etapas, elaborada com base nas observações dos clientes ao longo do tempo, proporciona unidades com NTU acima de 4,0 em espaços reduzidos. Continuamos a aprimorá-la com base no uso real. Por exemplo, em uma planta química, adicionamos verificações extras após a moldagem. Isso detectou pequenas curvaturas precocemente, economizando horas de trabalho posteriormente. No geral, o fluxo parece constante. Cada etapa se conecta à seguinte sem interrupções.
Selecionando materiais para um desempenho de soldagem ideal
A escolha dos materiais determina a longa vida útil e o encaixe perfeito da unidade. Isso é especialmente verdadeiro em sistemas semi-soldados, onde as soldas absorvem o calor e os impactos químicos.
Materiais de enchimento para chapas e soldas
Aços inoxidáveis como o 304 e o 316L são imbatíveis. Eles resistem à ferrugem e são fáceis de soldar. Sua composição de ferro macio facilita o corte de trincas a quente. Para situações mais extremas, ferros supermacios como o SMO 254 ou o Hastelloy C-276 oferecem resistência superior a 40. Os aços do tipo titânio brilham em trabalhos de soldagem em água salgada e limpa. Eles proporcionam leveza e um encaixe seguro para o corpo.
Os materiais de solda têm resistência igual ou superior à do metal base. O arame ER316L para chapas de aço inoxidável 316L oferece maior resistência à tração (limite de escoamento > 250 MPa). Em trabalhos a laser, a autojunção é uma boa opção. Já os pulsos de solda controlam a mistura para aplicações com metais exigentes.
Materiais de vedação para integridade da vedação
As juntas de vedação são soldadas com borrachas sob medida. O EPDM é adequado para circuitos de água/glicol em sistemas HVAC, suportando temperaturas de até 150 °C. O NBR é ideal para óleos em sistemas de refrigeração. O PTFE se destaca em aplicações químicas, suportando pH de 0 a 14. Para um sistema de produção farmacêutica de um cliente da área de biotecnologia, escolhemos as superborrachas Kalrez, que duram mais de 5 anos em solventes agressivos.
Nosso gráfico de separação de pedidos utiliza informações de fluxo do cliente. Ele verifica as normas ASTM. Isso reduz as chances de falha em 25% em produções reais. Também testamos amostras primeiro. Em uma linha de produção de alimentos, substituímos o NBR por EPDM após testes. Isso impediu o inchaço causado pelo vapor. Essas medidas garantem segurança e durabilidade.
Controle e Detecção de Qualidade: Garantindo a Excelência da Soldagem
Na Grano, a qualidade é prioridade em cada solda. Nossos controles ISO 9001 vão além da Seção VIII da ASME para equipamentos sob pressão. Utilizamos gêmeos digitais para prever a qualidade antecipadamente.
Ensaios não destrutivos (END) para integridade de solda
Radiografias e ferramentas de inspeção por ondas detectam grandes falhas, como furos ou falhas de junção, com apenas 1% da espessura da parede. Em uma inspeção recente para um cliente do setor petroquímico, uma radiografia completa em pontos-chave não revelou pontos defeituosos em mais de 500 soldas.
As verificações dimensionais com ferramentas a laser conferem o comprimento das pernas (2-3 mm) e pontos espessos. Elas correspondem aos limites do projeto de ±0,2 mm.
Garantia contra vazamentos e metalúrgica
Testes de vazamento de hélio a 10^-6 mbar·L/s comprovam a integridade das vedações. Testes de pressão de água a 1,5 vezes a carga planejada simulam o trabalho real. Imagens de cortes metálicos, limpos com ácido oxálico, mostram a distribuição dos grãos e a formação de zonas de aquecimento. A presença de ferro delta entre 5% e 10% é verificada para garantir a melhor resistência.
Essas camadas de verificação mantêm nossa taxa de aprovação na primeira tentativa de 99,8%. Isso gera confiança com os clientes do setor de chips, que não precisam de paradas.
Registramos todos os dados também. Em uma produção farmacêutica, monitoramos as variações de temperatura durante os testes. Isso nos ajudou a identificar um pequeno ajuste na ferramenta. Agora, os vazamentos diminuíram ainda mais.
Defeitos comuns de soldagem e soluções proativas
Mesmo em locais monitorados, podem existir pontos problemáticos ocultos. Veja como podemos evitá-los.
Porosidade: Protegendo o Arco
Os orifícios de ar provenientes da umidade ou do vento são combatidos por proteções de dois gases, argônio/hélio. Monitoramos os pontos de umidade abaixo de -40°C. As peças de enchimento são pré-aquecidas a 150°C por 2 horas. Isso seca as peças úmidas.
Em um lote, adicionamos ventiladores para reduzir as correntes de ar. Os furos diminuíram pela metade imediatamente.
Distorção: Domínio do Gerenciamento de Calor
O calor deforma as chapas. Lidamos com ordens de soldagem com recuo e grampos de fixação. As deformações permanecem abaixo de 0,5 mm. Modelos matemáticos orientam os ajustes. Assim como em nossos trabalhos com calor solar.
Fusão Incompleta: Supremacia da Superfície
A ferrugem na superfície impede a junção. Uma limpeza profunda e uma escovação garantem a limpeza das junções. Ferramentas de inspeção visual automotivas identificam a sujeira antes da soldagem.
Dessa forma, reduzimos o retrabalho em 60%. As unidades duram mais do que o planejado.
Dica extra: Treine soldadores em pequenos grupos. Isso permite identificar padrões rapidamente. Em uma equipe, essa técnica detectou um problema no fluxo de gás logo no início.
Conclusão: Soldagem de Precisão para Desempenho Máximo
A soldagem em trocadores de calor de placas semi-soldadas exige uma combinação de habilidade e conhecimento técnico. Da soldagem TIG à precisão a laser, tudo depende da escolha correta dos materiais e da atenção aos detalhes. Na Grano, esse conhecimento técnico se encaixa perfeitamente no seu negócio. Ele protege a pureza da indústria farmacêutica ou garante a segurança dos alimentos. Ao oferecer esses serviços, ajudamos nossos clientes a economizar de 20% a 30% em energia. O tempo médio entre falhas ultrapassa 10 anos em áreas críticas.
Definir para Levante seu trocador de calor? Entre em contato com nossa equipe de construção. equipe Para uma conversa sobre fitness. Vamos dar o próximo passo no seu trabalho.
Perguntas frequentes
P: O que torna os trocadores de calor de placas semi-soldadas adequados para aplicações corrosivas?
A: A soldagem parcial cria canais isolados e robustos para fluidos agressivos, combinada com a flexibilidade das juntas para facilitar a manutenção, ideal para produtos químicos ou refrigeração — características que otimizamos para clientes nos setores petroquímico e de laticínios.
P: Como a soldagem TIG se compara à soldagem a laser na produção semiacabada?
A: A soldagem TIG oferece controle superior para ligas espessas, porém com velocidades mais lentas; o laser se destaca na automação e na distorção mínima em chapas finas. A escolha é feita com base no volume do projeto, como em nossas linhas de produção farmacêutica de alta velocidade, onde o laser é a opção preferencial.
P: Quais testes de qualidade são essenciais após a soldagem?
A: As principais verificações incluem radiografia/ultrassom para detecção de defeitos, teste de pressão para vazamentos e análise metalográfica para integridade da microestrutura, garantindo a conformidade com as especificações da ASME e do cliente para um desempenho sem falhas.



