

औद्योगिक ऊष्मा स्थानांतरण के कठिन क्षेत्र में, अर्ध-वेल्डेड प्लेट हीट एक्सचेंजर एक सुविधाजनक विकल्प के रूप में उत्कृष्ट प्रदर्शन करते हैं। ये कठोर रसायनों, उच्च दबावों और उच्च तापमान वाले कार्यों के लिए उपयुक्त हैं। अनाजहम कस्टम हीट एक्सचेंज टूल्स बनाने में अग्रणी हैं। हम रसायन, फार्मास्युटिकल और खाद्य प्रसंस्करण क्षेत्रों पर ध्यान केंद्रित करते हैं। हमारे ग्राहक बड़ी तेल कंपनियों से लेकर छोटे बायोटेक समूहों तक फैले हुए हैं। वे इन इकाइयों को अपने काम में सटीक रूप से फिट करने के लिए हमारी विशेषज्ञता पर भरोसा करते हैं। यह पोस्ट सेमी-वेल्डेड प्लेट हीट एक्सचेंजर्स के वेल्डिंग चरणों और गुणवत्ता जांच पर विस्तार से चर्चा करती है। हम अपने वर्तमान प्रोजेक्ट्स से उदाहरण लेते हैं। वहां, सावधानीपूर्वक वेल्डिंग ने कठिन परिस्थितियों में भी उपकरणों के जीवनकाल को 30% तक बढ़ा दिया है।
अगर आप एचवीएसी सेटअप चलाते हैं, फार्मा उत्पादन बढ़ाते हैं, या तेल और गैस के काम में बारीकियों को सुधारते हैं, तो सेमी-वेल्डेड वेल्डिंग की बारीकियां जानना आपके दैनिक कामकाज को बदल सकता है। इससे काम सुचारू रूप से चलेगा। अब हम इसके मुख्य पहलुओं पर नज़र डालेंगे। बुनियादी निर्माण से लेकर खामियों को ठीक करने तक, यह आपको अपने अगले कार्य के लिए सही चुनाव करने में मदद करेगा।
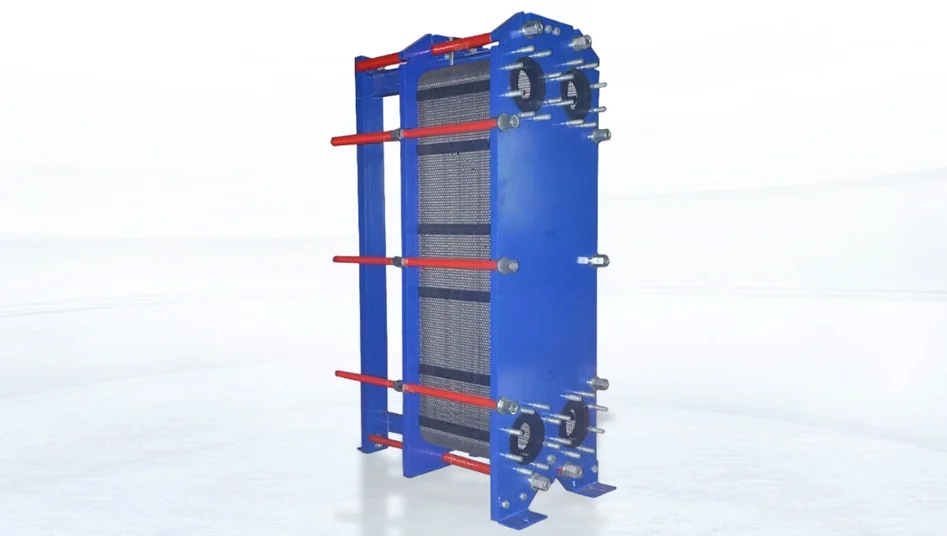
सेमी-वेल्डेड प्लेट हीट एक्सचेंजर में वेल्डिंग प्रक्रियाओं का परिचय
अर्ध-वेल्डेड प्लेट हीट एक्सचेंजर ये ऊष्मा प्रबंधन तकनीक में एक उत्कृष्ट संयोजन हैं। ये पूर्ण-वेल्ड या केवल-गैस्केट प्रकारों से भिन्न हैं। इन इकाइयों में, कुछ प्लेटों को पोर्ट पर वेल्ड किया जाता है। इससे एक तरल प्रवाह के लिए मजबूत, रिसाव-रहित मार्ग बनते हैं। दूसरा प्रवाह गैस्केट द्वारा सील किए गए मार्गों से होकर गुजरता है। यह सेटअप बहुत गाढ़े या हानिकारक तरल पदार्थों के मामलों में काफी मददगार होता है। उदाहरण के लिए, शीतलन में अमोनिया या रसायन विज्ञान में प्रबल अम्ल। हमने शीर्ष दूध संचालकों के साथ मिलकर इस समस्या का समाधान किया। इससे तरल पदार्थों के बीच मिश्रण रुक गया।
इन वेल्डिंग मशीनों में प्लेटों के जोड़ों को किनारों और पोर्ट स्पॉट पर जोड़ा जाता है। इसमें नई तकनीकों का इस्तेमाल किया जाता है। इससे मजबूत और स्थिर प्रवाह रेखाएं बनती हैं। ये 25 बार तक के दबाव और 150°C से अधिक तापमान को सहन कर सकती हैं। वेल्डिंग के सामान्य तरीकों में टंगस्टन इनर्ट गैस (TIG) वेल्डिंग शामिल है। इसे गैस टंगस्टन आर्क वेल्डिंग (GTAW) भी कहा जाता है। इसके अलावा लेजर वेल्डिंग और कम तापमान वाली ब्रेज़िंग भी हैं। TIG वेल्डिंग से बेहतर नियंत्रण और सटीकता मिलती है। यह पतली स्टेनलेस स्टील प्लेटों के लिए सबसे उपयुक्त है। लेजर वेल्डिंग से गति और छोटे ताप क्षेत्र बनते हैं। इससे बड़े बैच में वेल्डिंग करते समय झुकाव कम होता है। हमारे फार्मा ग्राहकों के लिए, जहां सफाई सर्वोपरि है, हमने लेजर वेल्डिंग को शामिल किया है। इससे 0.5 मिमी से कम चौड़ाई वाले ताप क्षेत्रों के साथ वेल्डिंग की जा सकती है। यह FDA के नियमों के अनुरूप है।
वेल्डिंग और गैसकेट का मिश्रण सेमी-वेल्डेड यूनिट्स को अलग बनाता है। वेल्डिंग से टाइट सील बनती है और कठोर तरल पदार्थों के लिए मज़बूती मिलती है। नॉन-वेल्डेड जगहों पर रबर या प्लास्टिक के गैसकेट लगे होने से आप आसानी से खोलकर साफ कर सकते हैं और जांच कर सकते हैं। इस आसान बदलाव की सुविधा ने हमारे खाद्य और पेय पदार्थों से जुड़े कामों में क्रांति ला दी है। इससे फुल-वेल्ड यूनिट्स की तुलना में काम में लगने वाला समय 40% तक कम हो गया है। ये एक्सचेंजर गैसकेट की आसानी और वेल्डिंग की मज़बूती को आपस में जोड़ते हैं। तेजी से काम करने वाले क्षेत्रों में ये उपयोगकर्ताओं के लिए समय के साथ पैसे बचाते हैं।
चरण-दर-चरण वेल्डिंग प्रक्रिया का कार्यप्रवाह

सेमी-वेल्डेड प्लेट हीट एक्सचेंजर का निर्माण बारीकी से तैयारी के साथ शुरू होता है। हर भाग को कार्य की आवश्यकताओं के अनुरूप होना चाहिए। ग्रानो में, हमारे सभी चरण ग्राहकों की ज़रूरतों के अनुसार होते हैं। हम शुरुआत से ही परिमित तत्व विश्लेषण (FEA) का उपयोग करते हैं। यह विशेष संरचनाओं में ऊष्मा तनाव का अनुमान लगाता है।
प्लेट निर्माण और प्रारंभिक तैयारी
काम की शुरुआत प्लेट को आकार देने से होती है। उच्च-स्तरीय स्टैम्पिंग या वॉटर-फॉर्मिंग द्वारा पतली धातु की चादरों को आकार दिया जाता है। इनकी मोटाई 0.5 से 1.0 मिमी होती है। इन्हें लहरदार या मछली की हड्डी के आकार में ढाला जाता है। इससे घुमाव और ऊष्मा का आदान-प्रदान बेहतर होता है। इसके बाद रासायनिक नक़्क़ाशी की जाती है। यह सतह को चिकना बनाती है। इससे वेल्ड फिटिंग को नुकसान पहुंचाए बिना तरल प्रवाह बढ़ता है। एक हालिया समुद्री निर्माण परियोजना में, हमने लेजर-नक़्क़ाशी वाली टाइटेनियम प्लेटों का उपयोग किया। इससे ऊष्मा आदान-प्रदान दर में 15% की वृद्धि हुई और सतहों को पानी में सुरक्षित वेल्डिंग के लिए तैयार किया गया।
सतह की देखभाल बेहद ज़रूरी है। प्लेटों की ध्वनि तरंगों से सफाई की जाती है। ग्रीस हटाने के लिए बेस क्लीनर का इस्तेमाल किया जाता है। फिर पैसिवेशन प्रक्रिया से जंग की परतें, तेल और छोटे-छोटे कण हटाए जाते हैं। इससे वेल्डिंग को कमज़ोर करने वाले खराब धब्बे बनने से रोका जा सकता है। तेल और गैस क्षेत्र में हमारी संयुक्त परियोजनाओं में यह प्रक्रिया महत्वपूर्ण है। वहां, ईंधन के अवशेष गंदगी का खतरा पैदा करते हैं।
सटीक वेल्डिंग निष्पादन
तैयारी के बाद, प्लेटों को लाइन-अप के लिए एक होल्डर में रखा जाता है। इससे पोर्ट होल और वेव 0.1 मिमी की सीमा में मेल खाते हैं। वेल्डिंग जोड़ीदार प्लेटों पर शुरू होती है। यह किनारों के जोड़ और पोर्ट बूस्ट पर वेल्डिंग करती है। स्टेनलेस स्टील के लिए TIG वेल्डिंग सबसे अच्छी होती है। इसमें नॉन-मेल्ट टंगस्टन टिप और आर्गन गार्ड गैस का उपयोग किया जाता है। फिलर 0.5-2 किलोग्राम प्रति घंटे की दर से डाला जाता है। पावर (80-150 A), वोल्ट (10-15 V) और स्पीड (100-200 मिमी/मिनट) जैसी सेटिंग्स को समायोजित किया जाता है। इसके लिए हम सेट-अप पावर बॉक्स का उपयोग करते हैं।
तेज़ गति की ज़रूरतों के लिए लेज़र वेल्डिंग सबसे उपयुक्त है। यह कीहोल शैली का उपयोग करती है। यह 2 मिमी तक की गहराई तक 1 मीटर प्रति मिनट से अधिक की गति से वेल्डिंग कर सकती है। फार्मा निर्माण परियोजना में, हमने फाइबर लेज़र सेटअप का चयन किया। इसने SMO 254 मिश्र धातु की प्लेटों को वेल्ड किया। बिना छींटे मारे पूरी तरह से वेल्डिंग हो गई। ब्रेज़िंग में 800-1000°C तापमान पर निकेल फिलर का उपयोग किया जाता है। यह छोटे, कम ताप वाले कार्यों, जैसे कोल्ड सिस्टम, के लिए उपयुक्त है।
वेल्ड के बाद शीतलन और उपचार
वेल्डिंग के तुरंत बाद, जंग लगने से रोकने के लिए हवा रहित स्थान पर ठंडा करें। फिर 600-800°C पर 1-2 घंटे तक स्ट्रेस-कट हीटिंग करें। इससे बचे हुए तनाव कम हो जाते हैं जो बार-बार काम करने पर खराब हो जाते हैं। हमने यह अपने ग्रीन पावर लाइन में किए गए पहले परीक्षणों से सीखा है।
गैस्केट एकीकरण
वेल्डिंग पूरी हो जाने के बाद, EPDM या विटन गैसकेट कटे हुए खांचों में फिट हो जाते हैं। ऑटो प्रेस मशीनें यह काम करती हैं। मिक्स सील वेल्डेड पोर्ट्स को खराब मीडिया को सहन करने देती है। गैसकेट पाथ त्वरित मरम्मत की सुविधा प्रदान करते हैं। यह हमारे उन खाद्य भागीदारों के लिए महत्वपूर्ण है जो HACCP नियमों का पालन करते हैं।
समय के साथ ग्राहकों के सुझावों के आधार पर तैयार की गई यह चरण-दर-चरण सूची, छोटे स्थानों में भी 4.0 से अधिक NTU वाली इकाइयाँ उपलब्ध कराती है। हम वास्तविक उपयोग के आधार पर इसमें लगातार सुधार करते रहते हैं। उदाहरण के लिए, एक रसायन संयंत्र सेटअप में, हमने निर्माण के बाद अतिरिक्त जाँचें जोड़ीं। इससे छोटी-मोटी गड़बड़ियों का जल्दी पता चल गया। इससे बाद में घंटों की बचत हुई। कुल मिलाकर, प्रवाह स्थिर लगता है। प्रत्येक भाग बिना किसी अंतराल के अगले भाग से जुड़ा हुआ है।
बेहतरीन वेल्डिंग प्रदर्शन के लिए सामग्री का चयन
सामग्रियों का चयन इकाई के लंबे जीवन और उपयुक्तता को निर्धारित करता है। यह बात अर्ध-वेल्डेड सेटअपों में भी सही बैठती है। वेल्ड गर्मी और रासायनिक प्रभावों को सहन करते हैं।
प्लेट और वेल्ड फिलर सामग्री
304 और 316L जैसे स्टेनलेस स्टील बेहतरीन होते हैं। ये जंग से लड़ते हैं और आसानी से वेल्ड हो जाते हैं। इनकी मुलायम लोहे की बनावट से गर्म दरारें आसानी से कट जाती हैं। ज़्यादा कठोर जगहों के लिए, SMO 254 या Hastelloy C-276 जैसे बेहद मुलायम लोहे 40 से ज़्यादा अंक दिलाते हैं। टाइटेनियम स्टील खारे पानी में भी बेहतरीन काम करते हैं, जैसा कि हमने साफ पानी में किए गए कामों में देखा। ये हल्के होते हैं और शरीर के लिए आरामदायक होते हैं।
वेल्ड फिलर बेस मेटल की मजबूती के बराबर या उससे भी अधिक मजबूती प्रदान करते हैं। 316L प्लेटों के लिए ER316L तार अतिरिक्त खिंचाव (250 MPa से अधिक) देता है। लेजर वेल्डिंग में, स्व-जोड़ने की तकनीक कारगर होती है। लेकिन पल्स तकनीक धातु-संवेदनशील कार्यों के लिए मिश्रण को नियंत्रित करती है।
सीलबंद अखंडता के लिए गैस्केट सामग्री
गैस्केट में वेल्डिंग के लिए उपयुक्त रबर का इस्तेमाल किया जाता है। EPDM से HVAC में पानी/ग्लाइकॉल लूप फिट होते हैं। यह 150°C तक गर्मी सहन कर सकता है। NBR से कूलिंग में तेल का उपयोग किया जा सकता है। PTFE रासायनिक कार्यों में सबसे अच्छा है। यह 0-14 के pH को सहन कर सकता है। एक बायोटेक ग्राहक के ड्रग मैन्युफैक्चरिंग स्किड के लिए, हमने Kalrez सुपर-रबर का चयन किया। ये खराब सॉल्वैंट्स में भी 5+ साल तक चलते हैं।
हमारा पिक चार्ट ग्राहक प्रवाह की जानकारी का उपयोग करता है। यह ASTM नियमों की जाँच करता है। इससे वास्तविक उत्पादन में विफलता की संभावना 25% तक कम हो जाती है। हम पहले नमूनों का परीक्षण भी करते हैं। खाद्य उत्पादन लाइन में, परीक्षणों के बाद हमने NBR की जगह EPDM का उपयोग किया। इससे भाप के कारण होने वाली सूजन रुक गई। ऐसे कदम उत्पादों को सुरक्षित और टिकाऊ बनाते हैं।
गुणवत्ता नियंत्रण और पहचान: वेल्डिंग उत्कृष्टता सुनिश्चित करना
ग्रानो में हर वेल्डिंग में गुणवत्ता सर्वोपरि है। हमारे ISO 9001 मानक प्रेशर गियर के लिए ASME सेक्शन VIII से भी आगे हैं। हम गुणवत्ता का पहले से अनुमान लगाने के लिए डिजिटल ट्विन का उपयोग करते हैं।
वेल्ड अखंडता के लिए गैर-विनाशकारी परीक्षण (एनडीटी)
एक्स-रे तस्वीरों और तरंग-जांच उपकरणों की मदद से छेद या जोड़ में दरार जैसी बड़ी खामियों का पता लगाया जा सकता है, जो दीवार की मोटाई के 1% तक भी हो सकती हैं। एक तेल रसायन ग्राहक के लिए किए गए हालिया परीक्षण में, प्रमुख पोर्ट्स पर किए गए पूर्ण एक्स-रे में 500 से अधिक वेल्ड में कोई खराबी नहीं पाई गई।
लेजर उपकरणों से आकार की जांच में पैरों की लंबाई (2-3 मिमी) और मोटाई की जांच की जाती है। ये जांच योजना की सीमाओं से ±0.2 मिमी तक मेल खाती हैं।
रिसाव और धातुकर्म आश्वासन
10^-6 मिलीबार·एल/सेकंड पर हीलियम रिसाव परीक्षण सील की पुष्टि करते हैं। 1.5 गुना नियोजित भार पर जल दाब परीक्षण वास्तविक कार्य के समान प्रभावी होते हैं। ऑक्सालिक अम्ल से साफ किए गए धातु के टुकड़ों के दृश्य, कण संरचनाओं और ताप क्षेत्र निर्माण को दर्शाते हैं। वे सर्वोत्तम मजबूती के लिए 5-10% पर डेल्टा-आयरन की जांच करते हैं।
ये चेक लेयर्स हमारी 99.8% फर्स्ट-गो सफलता दर को बनाए रखती हैं। इससे चिप फील्ड के उन ग्राहकों का भरोसा बढ़ता है जिन्हें किसी भी तरह की रुकावट की जरूरत नहीं होती।
हम सभी डेटा को रिकॉर्ड करते हैं। एक फार्मा परीक्षण के दौरान, हमने तापमान में होने वाले बदलावों पर नज़र रखी। इससे एक छोटे से उपकरण में सुधार का पता लगाने में मदद मिली। अब, रिसाव और भी कम हो गया है।
वेल्डिंग में होने वाली सामान्य कमियां और उनके लिए निवारक समाधान
सुरक्षा के पहरे में भी खतरे छिपे हो सकते हैं। आइए जानते हैं उन्हें पहले ही कैसे रोका जाए।
छिद्रता: चाप को ढालना
नमी या हवा से होने वाले वायु छिद्रों को आर्गन/हीलियम गैसों के संयोजन द्वारा सुरक्षित किया जाता है। हम -40°C से नीचे के तापमान पर नमी की निगरानी करते हैं। फिलर्स को पहले 150°C पर 2 घंटे तक बेक करें। इससे गीले फिलर्स सूख जाते हैं।
हमने एक बैच में हवा के झोंकों को कम करने के लिए पंखे लगाए। इससे तुरंत ही छेद आधे हो गए।
विरूपण: ऊष्मा प्रबंधन में महारत
गर्मी बढ़ने से प्लेटें मुड़ जाती हैं। हम बैक-स्टेप वेल्ड ऑर्डर और होल्ड क्लैंप से जूझते हैं। मोड़ 0.5 मिमी से कम रहता है। गणितीय मॉडल समायोजन में मार्गदर्शन करते हैं। जैसे हमारे सौर ताप वाले कामों में होता है।
अपूर्ण संलयन: सतही वर्चस्व
जंग की परतें जोड़ में रुकावट पैदा करती हैं। अच्छी तरह से सफाई और ब्रश से काम करने से जोड़ साफ हो जाते हैं। ऑटो आई टूल्स वेल्डिंग से पहले गंदगी को चिह्नित करते हैं।
इस तरह हम दोबारा काम करने की लागत को 60% तक कम कर देते हैं। इकाइयाँ निर्धारित समय से अधिक चलती हैं।
अतिरिक्त सुझाव: वेल्डरों को छोटे समूहों में प्रशिक्षण दें। इससे पैटर्न जल्दी पहचाने जा सकते हैं। एक टीम में, इससे गैस प्रवाह की समस्या का जल्दी पता चल गया।
निष्कर्ष: उच्चतम प्रदर्शन के लिए सटीक वेल्डिंग
सेमी-वेल्डेड प्लेट हीट एक्सचेंजर में वेल्डिंग के काम में कौशल और जानकारी का मिश्रण आवश्यक है। TIG वेल्डिंग से लेकर लेजर वेल्डिंग तक, सभी में अच्छी सामग्री का चयन और सावधानीपूर्वक निगरानी महत्वपूर्ण है। ग्रानो में, यह विशेषज्ञता आपके व्यवसाय के लिए उपयुक्त है। यह फार्मा उत्पादों को स्वच्छ और खाद्य पदार्थों के लिए सुरक्षित बनाती है। इन सेवाओं के माध्यम से, हम ग्राहकों को बिजली की खपत में 20-30% की बचत करने में मदद करते हैं। सबसे खराब स्थानों में भी, वेल्डिंग के बाद विफलताओं के बीच का औसत समय 10 वर्ष से अधिक है।
करने के लिए सेट क्या आप हीट स्वैप को अपग्रेड करना चाहते हैं? हमारे बिल्ड पर जाएँ टीम फिटनेस पर चर्चा के लिए। आइए, अपने करियर में अगला कदम बढ़ाएं।
अक्सर पूछे जाने वाले प्रश्न
प्रश्न: अर्ध-वेल्डेड प्लेट हीट एक्सचेंजर संक्षारक अनुप्रयोगों के लिए उपयुक्त क्यों होते हैं?
ए: इनकी आंशिक वेल्डिंग आक्रामक तरल पदार्थों के लिए पृथक, मजबूत चैनल बनाती है, साथ ही रखरखाव के लिए गैस्केटेड लचीलापन प्रदान करती है, जो रसायन या प्रशीतन के लिए आदर्श है - ये विशेषताएं हमने पेट्रोकेमिकल और डेयरी क्षेत्रों में ग्राहकों के लिए अनुकूलित की हैं।
प्रश्न: अर्ध-वेल्डेड उत्पादन में टीआईजी वेल्डिंग की तुलना लेजर वेल्डिंग से कैसे की जाती है?
ए: टीआईजी मोटी मिश्र धातुओं के लिए बेहतर नियंत्रण प्रदान करता है लेकिन इसकी गति धीमी होती है; लेजर पतली प्लेटों के लिए स्वचालन और न्यूनतम विरूपण में उत्कृष्ट है। हम परियोजना की मात्रा के आधार पर चयन करते हैं, जैसे कि हमारी उच्च गति वाली फार्मा लाइनों में लेजर को प्राथमिकता दी जाती है।
प्रश्न: वेल्डिंग के बाद कौन से गुणवत्ता परीक्षण आवश्यक हैं?
ए: प्रमुख जांचों में दोषों के लिए एक्स-रे/यूटी, रिसाव के लिए दबाव परीक्षण और सूक्ष्म संरचना अखंडता के लिए मेटलोग्राफिक विश्लेषण शामिल हैं, जो शून्य विफलता प्रदर्शन के लिए एएसएमई और ग्राहक विनिर्देशों के अनुपालन को सुनिश्चित करते हैं।



