

Dans le domaine exigeant du transfert de chaleur industriel, les échangeurs de chaleur à plaques semi-soudées se distinguent comme un choix judicieux. Ils sont performants dans les applications impliquant des produits chimiques agressifs, des pressions élevées et des températures élevées. GrainNous sommes leaders dans la fabrication d'échangeurs de chaleur sur mesure. Nous nous spécialisons dans les secteurs de la chimie, de la pharmacie et de l'agroalimentaire. Notre clientèle s'étend des grandes compagnies pétrolières aux petites entreprises de biotechnologie. Ils font confiance à notre expertise pour intégrer parfaitement ces équipements à leurs processus de production. Cet article examine en détail les étapes de soudage et les contrôles qualité des échangeurs de chaleur à plaques semi-soudées. Nous nous appuyons sur nos projets actuels. Dans ces environnements, un soudage soigné a permis d'augmenter la durée de vie des équipements jusqu'à 30 %, même dans des conditions difficiles.
Que vous soyez responsable de systèmes de chauffage, ventilation et climatisation, acteur de la production pharmaceutique ou du secteur pétrolier et gazier, la maîtrise des techniques de soudage semi-soudé peut transformer votre quotidien et optimiser vos opérations. Nous allons maintenant examiner les principaux éléments, des montages de base à la réparation des défauts, afin de vous aider à faire les meilleurs choix pour vos projets.
Introduction aux procédés de soudage des échangeurs de chaleur à plaques semi-soudées
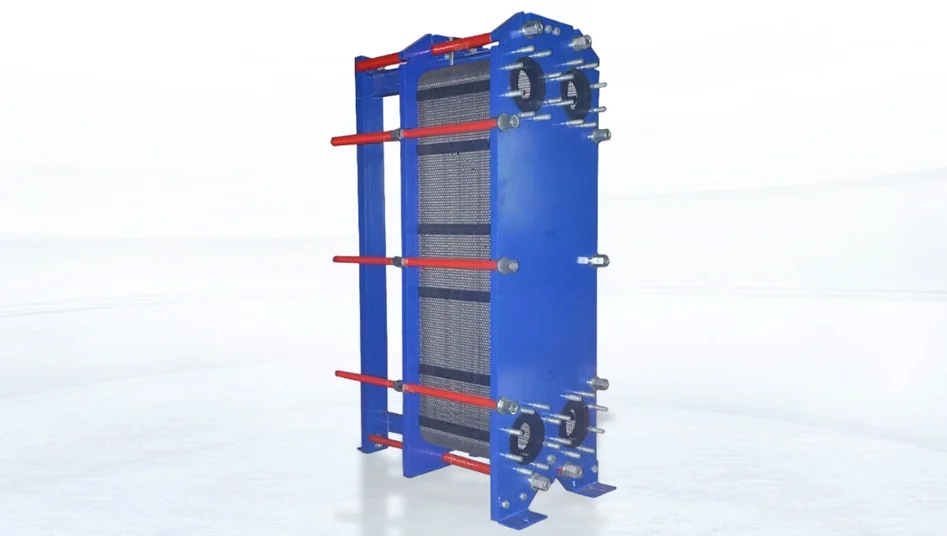
Échangeurs de chaleur à plaques semi-soudées Ces systèmes constituent une solution ingénieuse pour la gestion de la chaleur. Ils se distinguent des systèmes entièrement soudés ou à simple joint. Dans ces unités, certaines plaques sont soudées au niveau des orifices, créant ainsi des passages étanches et résistants pour un fluide. L'autre fluide circule par des conduits scellés par des joints. Cette configuration est particulièrement utile avec des fluides très visqueux ou visqueux, comme l'ammoniac pour le refroidissement ou les acides forts en chimie. Nous avons mis en œuvre ce système lors de récentes collaborations avec des spécialistes de la manutention laitière. Il a permis d'éviter tout mélange de fluides.
La fabrication de ces échangeurs par soudage assemble des paires de plaques aux bords et aux points de passage. Elle utilise des méthodes innovantes, garantissant ainsi des conduites d'écoulement robustes et régulières. Ces conduites résistent à une pression de 25 bars et à des températures supérieures à 150 °C. Les procédés de soudage courants incluent le soudage TIG (Tungsten Inert Gas), également appelé soudage à l'arc sous gaz tungstène (GTAW). On trouve également le soudage laser et le brasage à basse température. Le soudage TIG offre un contrôle et une précision exceptionnels, et est particulièrement adapté aux plaques fines en acier inoxydable. Le soudage laser, quant à lui, permet une mise en œuvre rapide et des zones de chauffe réduites, limitant ainsi les risques de déformation lors de la production en grande série. Pour nos clients du secteur pharmaceutique, où la propreté est primordiale, nous avons intégré le soudage laser. Cette technique permet de réaliser des soudures avec des zones de chauffe inférieures à 0,5 mm de largeur, répondant ainsi aux exigences de la FDA.
L'association de soudures et de joints distingue les unités semi-soudées. Les soudures garantissent une étanchéité parfaite et une grande robustesse, même avec des fluides durs. Les joints en caoutchouc ou en plastique, placés hors des zones soudées, facilitent le démontage, le nettoyage et le contrôle. Cette facilité de remplacement a révolutionné nos interventions dans l'industrie agroalimentaire. Elle a permis de réduire le temps d'intervention de 40 % par rapport aux unités entièrement soudées. Ces échangeurs allient la facilité d'utilisation des joints à la robustesse des soudures. Ils permettent aux utilisateurs travaillant dans des secteurs exigeants de réaliser des économies à long terme.
Le flux de travail du processus de soudage étape par étape

La fabrication d'un échangeur de chaleur à plaques semi-soudées commence par une préparation minutieuse. Chaque pièce doit répondre aux exigences de l'application. Chez Grano, nos étapes sont adaptées aux besoins de nos clients. Nous utilisons l'analyse par éléments finis (AEF) dès le début du processus. Elle permet d'estimer les contraintes thermiques dans les configurations spécifiques.
Formage des plaques et préparation initiale
Le travail commence par la mise en forme des plaques. L'emboutissage de haute précision ou le formage à l'eau permettent de façonner de fines feuilles de métal, d'une épaisseur de 0,5 à 1,0 mm. Celles-ci prennent des formes ondulées ou en arêtes de poisson, favorisant la circulation de l'air et l'échange thermique. L'étape suivante consiste parfois en une gravure chimique, qui lisse la surface et améliore la fluidité sans nuire à la qualité des soudures. Lors d'un projet de construction navale en fin de série, nous avons utilisé des plaques de titane gravées au laser. Celles-ci ont permis d'augmenter le taux d'échange thermique de 15 % et de préparer les surfaces pour des soudures étanches.
L'entretien des surfaces est indispensable. Les plaques sont nettoyées par ultrasons. Des nettoyants de base sont utilisés pour dissoudre la graisse. La passivation élimine ensuite les couches de rouille, les huiles et les résidus. Cela empêche la formation de points faibles qui fragilisent les soudures. C'est essentiel dans nos collaborations avec les industries pétrolières et gazières, car les résidus de carburant y présentent des risques de contamination.
Exécution précise du soudage
Après préparation, les plaques sont empilées dans un support pour l'alignement. Ceci permet de garantir l'alignement des orifices et des ondulations à 0,1 mm près. Le soudage commence par paires de plaques. Il s'effectue sur les joints de bord et les renflements d'orifice. Le soudage TIG est utilisé pour les aciers inoxydables. Il emploie une électrode de tungstène non fondante et un gaz de protection à l'argon. Le métal d'apport est ajouté à un rythme de 0,5 à 2 kg par heure. Les paramètres tels que la puissance (80-150 A), la tension (10-15 V) et la vitesse (100-200 mm/min) sont ajustés à l'aide de boîtiers de réglage.
Pour les besoins urgents, le soudage laser est idéal. Il utilise un procédé de soudage par perforation. Il permet une profondeur de pénétration jusqu'à 2 mm à une vitesse de plus d'1 m/min. Dans le cadre d'un projet de développement pharmaceutique, nous avons opté pour des systèmes de soudage laser à fibre. Ces systèmes ont permis de souder des plaques d'alliage SMO 254. La pénétration est complète et sans projections. Le brasage utilise des métaux d'apport en nickel à une température de 800 à 1000 °C. Il convient aux petites applications à basse température, comme les systèmes froids.
Refroidissement et traitement après soudage
Immédiatement après le soudage, refroidir dans des zones sans air pour stopper la rouille. Ensuite, effectuer un traitement thermique de détensionnement à 600-800 °C pendant 1 à 2 heures. Cela permet d'éliminer les contraintes résiduelles qui s'accumulent lors de travaux répétitifs. Nous avons tiré les leçons de nos premiers essais sur notre ligne électrique verte.
Intégration de joints
Une fois les soudures réalisées, les joints EPDM ou Viton s'insèrent dans les rainures prévues à cet effet. Les presses automatiques s'en chargent. Le joint mixte permet aux orifices soudés de recevoir des fluides contaminés. Les passages de joints facilitent les réparations rapides. C'est un point important pour nos partenaires du secteur alimentaire qui respectent les normes HACCP.
Cette liste d'étapes, enrichie au fil du temps grâce aux retours clients, permet d'obtenir des unités avec une NTU supérieure à 4,0 dans des espaces réduits. Nous l'affinons continuellement en fonction de l'utilisation réelle. Par exemple, dans une installation d'usine chimique, nous avons ajouté des contrôles supplémentaires après le formage. Cela a permis de détecter rapidement les petites courbures et de gagner ainsi un temps précieux. Au final, le flux est fluide et chaque pièce s'emboîte parfaitement avec la suivante.
Sélection des matériaux pour des performances de soudage optimales
Le choix des matériaux détermine la durée de vie et l'ajustement de l'unité. Cela est particulièrement vrai pour les assemblages semi-soudés. Les soudures y résistent à la chaleur et aux produits chimiques.
Matériaux d'apport pour plaques et soudures
Les aciers inoxydables comme le 304 et le 316L sont excellents. Ils résistent à la rouille et se soudent facilement. Leur composition en fer doux permet de réaliser des coupes à chaud. Pour les zones plus difficiles, les aciers très doux comme le SMO 254 ou l'Hastelloy C-276 offrent une résistance à la corrosion supérieure à 40. Les aciers au titane excellent dans les applications en eau salée et en eau claire. Ils sont légers et confortables.
Les métaux d'apport pour le soudage égalent ou surpassent la résistance du métal de base. Le fil ER316L pour plaques 316L offre une résistance à la traction supérieure (limite d'élasticité > 250 MPa). En soudage laser, les auto-assemblages sont efficaces. Cependant, le contrôle du mélange par impulsions est indispensable pour les opérations exigeant une grande précision quant à la composition du métal.
Matériaux de joints pour une étanchéité parfaite
Les joints d'étanchéité sont soudés avec des caoutchoucs adaptés. L'EPDM convient aux circuits eau/glycol des systèmes CVC et résiste à la chaleur jusqu'à 150 °C. Le NBR est compatible avec les huiles pour le refroidissement. Le PTFE est idéal pour les applications chimiques et supporte un pH de 0 à 14. Pour la plateforme de fabrication de médicaments d'un client du secteur biotechnologique, nous avons opté pour les caoutchoucs haute performance Kalrez, qui offrent une durée de vie de plus de 5 ans même en présence de solvants agressifs.
Notre système de sélection utilise les données de flux client et vérifie la conformité aux normes ASTM. Cela réduit de 25 % les risques de défaillance en production. Nous effectuons également des tests préalables sur des échantillons. Sur une ligne de production alimentaire, nous avons remplacé le NBR par de l'EPDM après des essais. Cela a permis d'éliminer les gonflements dus à la vapeur. Ces mesures garantissent la sécurité et la durabilité des produits.
Contrôle et détection de la qualité : garantir l'excellence des soudures
Chez Grano, la qualité est au cœur de chaque soudure. Nos contrôles ISO 9001 vont au-delà de la section VIII de l'ASME pour les équipements sous pression. Nous utilisons des jumeaux numériques pour anticiper la qualité.
Contrôle non destructif (CND) de l'intégrité des soudures
Les radiographies et les outils de contrôle par ondulation permettent de détecter les défauts importants, tels que les trous ou les absences de joint, jusqu'à 1 % de l'épaisseur de la paroi. Lors d'un contrôle récent pour un client du secteur pétrolier et chimique, l'examen radiographique complet des principaux points d'accès n'a révélé aucun défaut sur plus de 500 soudures.
Le contrôle dimensionnel par outils laser vérifie la longueur des pattes (2-3 mm) et l'épaisseur des points. Les résultats sont conformes aux limites du plan à ±0,2 mm.
Assurance contre les fuites et la métallurgie
Des tests de fuite d'hélium à 10⁻⁶ mbar·L/s confirment l'étanchéité. Des tests de pression d'eau à 1,5 fois la charge nominale simulent des conditions réelles d'utilisation. L'observation de coupes métalliques, nettoyées à l'acide oxalique, révèle la structure du grain et la formation des zones de chauffe. Un delta fer de 5 à 10 % est vérifié pour une dureté optimale.
Ces contrôles rigoureux garantissent un taux de réussite de 99,8 % dès la première tentative. Ils renforcent la confiance des clients du secteur des puces qui n'ont besoin d'aucune interruption.
Nous enregistrons également toutes les données. Pour une production pharmaceutique, nous avons suivi les variations de température pendant les tests. Cela nous a permis de repérer un petit problème d'optimisation de l'outil. Désormais, les fuites sont encore moins fréquentes.
Défauts de soudage courants et solutions proactives
Des zones à risque peuvent se cacher même dans les endroits surveillés. Voici comment nous les prévenons.
Porosité : Protection de l'arc
Les bulles d'air dues à l'humidité ou au vent sont neutralisées par un système de protection à deux gaz argon/hélium. Nous surveillons les points d'humidité en dessous de -40 °C. Les garnitures sont préalablement cuites à 150 °C pendant 2 heures afin de sécher les matériaux humides.
Nous avons ajouté des ventilateurs par lots pour réduire les courants d'air. Le nombre de trous a diminué de moitié immédiatement.
Distorsion : Maîtrise de la gestion de la chaleur
La dilatation thermique provoque le cintrage des plaques. Nous corrigeons les ordres de soudure en retrait et maintenons les brides. Les déformations restent inférieures à 0,5 mm. Des modèles mathématiques guident les ajustements. Comme pour nos travaux de chauffage solaire.
Fusion incomplète : suprématie de surface
La rouille peut empêcher la soudure. Un nettoyage et un brossage minutieux garantissent des liaisons propres. L'utilisation d'outils de détection automatique permet de repérer les saletés avant la soudure.
Nous avons ainsi réduit de 60 % les travaux de reprise. Les logements durent plus longtemps que prévu.
Conseil supplémentaire : Formez les soudeurs par petits groupes. Cela permet de repérer rapidement les problèmes récurrents. Dans une équipe, cette méthode a permis de détecter un problème de débit de gaz à un stade précoce.
Conclusion : Soudage de précision pour des performances optimales
Le soudage des échangeurs de chaleur à plaques semi-soudées exige un savant mélange de savoir-faire et de connaissances. Du soudage TIG au soudage laser, tout repose sur le choix judicieux des matériaux et une surveillance attentive. Chez Grano, ce savoir-faire est adapté à votre activité. Il garantit la propreté des procédés pharmaceutiques et assure la sécurité alimentaire. Grâce à notre expertise, nous aidons nos clients à réaliser des économies d'énergie de 20 à 30 %. Le temps moyen entre les pannes dépasse 10 ans, même dans les zones les plus critiques.
Réglé sur Augmentez votre swap thermique ? Contactez-nous pour plus d'informations. équipe Pour une discussion constructive. Passons à la prochaine étape de votre travail.
FAQ
Q : Qu’est-ce qui rend les échangeurs de chaleur à plaques semi-soudées adaptés aux applications corrosives ?
A: Leur soudure partielle crée des canaux isolés et robustes pour les fluides agressifs, combinés à une flexibilité de joint pour la maintenance, idéale pour les produits chimiques ou la réfrigération - des caractéristiques que nous avons optimisées pour les clients des secteurs pétrochimique et laitier.
Q : Comment le soudage TIG se compare-t-il au soudage laser dans la production de pièces semi-soudées ?
A : Le procédé TIG offre un contrôle supérieur pour les alliages épais, mais à des vitesses plus lentes ; le laser excelle en matière d’automatisation et de distorsion minimale pour les tôles minces. Notre choix se fait en fonction du volume du projet ; par exemple, pour nos lignes pharmaceutiques à haute cadence, nous privilégions le laser.
Q : Quels sont les tests de qualité essentiels après soudage ?
A: Les principaux contrôles comprennent la radiographie/UT pour détecter les défauts, les tests de pression pour détecter les fuites et l'analyse métallographique pour vérifier l'intégrité de la microstructure, garantissant ainsi la conformité aux spécifications ASME et aux spécifications du client pour une performance sans défaillance.



