

Im anspruchsvollen Bereich der industriellen Wärmeübertragung erweisen sich halbgeschweißte Plattenwärmetauscher als praktische Lösung. Sie eignen sich gut für Anwendungen mit aggressiven Chemikalien, hohem Druck und hohen Temperaturen. GetreideWir sind führend in der Herstellung kundenspezifischer Wärmetauscher. Unser Fokus liegt auf der Chemie-, Pharma- und Lebensmittelindustrie. Zu unseren Kunden zählen große Ölkonzerne ebenso wie kleine Biotech-Unternehmen. Sie vertrauen auf unsere Expertise, diese Geräte nahtlos in ihre Produktionsprozesse zu integrieren. Dieser Beitrag beleuchtet die Schweißschritte und Qualitätskontrollen für halbgeschweißte Plattenwärmetauscher. Wir greifen dabei auf unsere aktuellen Projekte zurück. Dort konnte durch sorgfältiges Schweißen die Lebensdauer der Bauteile unter anspruchsvollen Bedingungen um bis zu 30 % gesteigert werden.
Wenn Sie HLK-Anlagen betreiben, die pharmazeutische Produktion steigern oder in der Öl- und Gasindustrie tätig sind, kann das Wissen um die Details des Halbschweißens Ihren Arbeitsablauf deutlich verbessern. Es kann für reibungslosere Prozesse sorgen. Wir sehen uns nun die wichtigsten Komponenten an. Von grundlegenden Konstruktionen bis hin zur Fehlerbehebung – dieses Wissen hilft Ihnen, die richtige Entscheidung für Ihre nächste Aufgabe zu treffen.
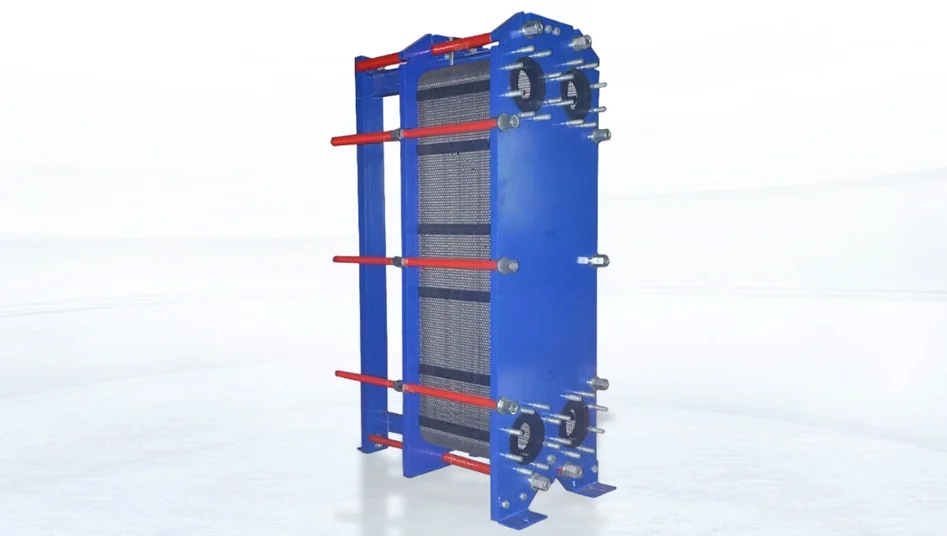
Einführung in Schweißprozesse bei halbgeschweißten Plattenwärmetauschern
Halbgeschweißte Plattenwärmetauscher Diese Geräte stellen eine intelligente Kombination in der Wärmebehandlungstechnik dar. Sie unterscheiden sich von vollverschweißten oder rein gedichtungsbasierten Systemen. Bei diesen Geräten werden einige Platten an den Anschlüssen verschweißt. Dadurch entstehen stabile, leckagefreie Kanäle für einen Flüssigkeitsstrom. Der andere Flüssigkeitsstrom fließt durch mit Dichtungen abgedichtete Kanäle. Diese Konstruktion ist besonders hilfreich bei sehr zähflüssigen oder schwer verdaulichen Flüssigkeiten, wie beispielsweise Ammoniak in der Kühlung oder starken Säuren in der Chemie. Wir haben diese Technologie in neuen Kooperationen mit führenden Milchverarbeitungsunternehmen erfolgreich eingesetzt. Dadurch werden Verwechslungen der Flüssigkeiten verhindert.
Die Schweißkonstruktion dieser Wärmetauscher verbindet Plattenpaare an Kanten und Anschlussstellen. Dabei kommen innovative Verfahren zum Einsatz. Dies gewährleistet stabile und gleichmäßige Durchflussleitungen. Die Wärmetauscher halten einem Druck von bis zu 25 bar und Temperaturen von über 150 °C stand. Gängige Schweißverfahren sind das Wolfram-Inertgas-Schweißen (WIG), auch bekannt als Gas-Wolfram-Lichtbogenschweißen (GTAW), sowie das Laserschweißen und das Niedrigtemperaturlöten. WIG ermöglicht eine präzise und sichere Schweißung und eignet sich besonders für dünne Edelstahlplatten. Laserschweißen zeichnet sich durch hohe Geschwindigkeit und kleine Wärmeeinflusszonen aus. Dadurch wird das Verbiegen bei großen Serien vermieden. Für unsere Pharmakunden, bei denen höchste Reinheit oberste Priorität hat, haben wir das Laserschweißen in unser Angebot aufgenommen. Es ermöglicht die Herstellung von Schweißnähten mit Wärmeeinflusszonen von unter 0,5 mm Breite und erfüllt somit die FDA-Vorschriften.
Die Kombination aus Schweißnähten und Dichtungen zeichnet halbverschweißte Einheiten aus. Schweißnähte gewährleisten dichte Abdichtungen und hohe Festigkeit, auch bei harten Flüssigkeiten. Dichtungen aus Gummi oder Kunststoff an den nicht verschweißten Stellen ermöglichen eine einfache Demontage, Reinigung und Überprüfung. Diese einfache Austauschbarkeit hat in der Lebensmittel- und Getränkeindustrie einen entscheidenden Unterschied gemacht. Sie reduziert die Ausfallzeiten im Vergleich zu vollverschweißten Einheiten um 40 %. Diese Wärmetauscher vereinen einfache Dichtungsmontage mit hoher Schweißnahtfestigkeit. Sie sparen Anwendern in Branchen mit häufigen Produktwechseln langfristig Kosten.
Der schrittweise Schweißprozessablauf

Die Fertigung eines halbgeschweißten Plattenwärmetauschers beginnt mit sorgfältiger Vorbereitung. Jedes Bauteil muss den Anforderungen des jeweiligen Projekts entsprechen. Bei Grano richten wir unsere Arbeitsschritte nach den Wünschen unserer Kunden. Wir setzen von Anfang an auf die Finite-Elemente-Analyse (FEA). Diese berechnet die Wärmespannungen bei speziellen Konstruktionen.
Plattenformung und Vorvorbereitung
Die Bearbeitung beginnt mit der Blechformung. Dünne Metallbleche mit einer Dicke von 0,5 bis 1,0 mm werden durch präzises Stanzen oder Wasserstrahlformen in wellenförmige oder fischgrätenartige Strukturen gebracht. Diese verbessern die Verwirbelung und den Wärmeaustausch. Anschließend kann eine chemische Ätzung erfolgen. Dadurch wird die Oberfläche geglättet und der Flüssigkeitsfluss erhöht, ohne die Schweißpassung zu beeinträchtigen. Bei einem Projekt im Bereich des Unterwasserbaus verwendeten wir lasergeätzte Titanplatten. Diese erhöhten die Wärmeaustauschrate um 15 % und bereiteten die Oberflächen für wasserdichte Schweißnähte vor.
Die Oberflächenreinigung ist unerlässlich. Die Platten werden mit Ultraschall gereinigt. Dabei kommen Basisreiniger zum Einsatz, um Fett zu entfernen. Anschließend werden durch Passivierung Rostschichten, Öle und Partikel beseitigt. Dies verhindert die Bildung von Schwachstellen, die die Schweißnähte schwächen könnten. Das ist besonders wichtig in unseren Öl- und Gasprojekten. Dort stellen Kraftstoffreste ein Verschmutzungsrisiko dar.
Präzise Schweißausführung
Nach der Vorbereitung werden die Platten zur Ausrichtung in einem Halter gestapelt. Dadurch werden Bohrungen und Wellen innerhalb von 0,1 mm exakt aufeinander abgestimmt. Das Schweißen beginnt an den Plattenpaaren. Dabei werden Kantennähte und Bohrungsvertiefungen geschweißt. Für Edelstahl wird das WIG-Schweißverfahren angewendet. Es verwendet eine nicht schmelzende Wolfram-Elektrode und Argon als Schutzgas. Der Schweißzusatz wird mit 0,5–2 kg pro Stunde zugeführt. Parameter wie Leistung (80–150 A), Spannung (10–15 V) und Schweißgeschwindigkeit (100–200 mm/min) werden feinjustiert. Hierfür verwenden wir spezielle Leistungsregler.
Für schnelle Anwendungen ist Laserschweißen ideal. Es nutzt das Keyhole-Verfahren und erreicht eine Schweißtiefe von bis zu 2 mm bei über 1 m/min. In einem Projekt zur Wachstumsförderung in der Pharmaindustrie setzten wir Faserlaseranlagen ein. Diese verschweißten Platten aus der Legierung SMO 254. Die Schweißung erfolgte vollständig und spritzfrei. Beim Hartlöten werden Nickellote bei 800–1000 °C verwendet. Es eignet sich für kleinere Anwendungen mit niedriger Temperatur, wie z. B. in Kaltsystemen.
Nachschweißkühlung und -behandlung
Unmittelbar nach dem Schweißen an luftdichten Stellen abkühlen lassen, um Rostbildung zu verhindern. Anschließend 1–2 Stunden lang bei 600–800 °C spannungsfrei wärmebehandeln. Dadurch werden Restspannungen abgebaut, die sich bei wiederholter Belastung verstärken würden. Diese Erkenntnis stammt aus ersten Tests an unserer grünen Stromleitung.
Dichtungsintegration
Nach dem Setzen der Schweißnähte werden EPDM- oder Viton-Dichtungen in die geschnittenen Nuten eingesetzt. Dies geschieht in automatischen Pressen. Die Mischdichtung ermöglicht es, dass verschweißte Anschlüsse minderwertige Medien aufnehmen. Die Dichtungskanäle erlauben schnelle Reparaturen. Dies ist wichtig für unsere Partner in der Lebensmittelindustrie, die die HACCP-Richtlinien einhalten.
Diese Schrittliste, die im Laufe der Zeit durch Kundenfeedback optimiert wurde, ermöglicht die Herstellung von Einheiten mit einem NTU-Wert über 4,0 auf kleinstem Raum. Wir optimieren sie kontinuierlich basierend auf realen Anwendungsfällen. Beispielsweise haben wir in einer Chemieanlage nach dem Formgebungsprozess zusätzliche Kontrollen eingeführt. Dadurch konnten kleine Krümmungen frühzeitig erkannt und später wertvolle Arbeitsstunden eingespart werden. Insgesamt wirkt der Produktionsablauf gleichmäßig. Jedes Teil ist nahtlos mit dem nächsten verbunden.
Auswahl von Werkstoffen für optimale Schweißleistung
Die Materialauswahl ist entscheidend für die Langlebigkeit und Passgenauigkeit des Bauteils. Dies gilt insbesondere für teilverschweißte Konstruktionen, da die Schweißnähte dort Hitze und chemischen Einflüssen ausgesetzt sind.
Blech- und Schweißzusatzwerkstoffe
Edelstahlsorten wie 304 und 316L sind unübertroffen. Sie sind rostbeständig und lassen sich gut schweißen. Dank ihrer weichen Eisenstruktur entstehen keine Heißrisse. Für besonders anspruchsvolle Anwendungen erzielen superweiche Eisensorten wie SMO 254 oder Hastelloy C-276 hervorragende Ergebnisse bei Schweißarbeiten mit über 40 Punkten. Titanlegierungen überzeugen auch bei Arbeiten mit Salzwasser und sauberem Wasser. Sie sind leicht und körperverträglich.
Schweißzusatzwerkstoffe erreichen oder übertreffen die Festigkeit des Grundwerkstoffs. ER316L-Draht für 316L-Bleche bietet eine höhere Zugfestigkeit (Streckgrenze > 250 MPa). Bei der Laserbearbeitung sind selbstverbindende Verbindungen möglich. Für anspruchsvolle Metallbearbeitungen werden jedoch Pulsschweißverfahren zur Steuerung des Mischungsverhältnisses eingesetzt.
Dichtungsmaterialien für Dichtheit
Dichtungen werden mit passgenauen Gummidichtungen rückseitig verschweißt. EPDM eignet sich für Wasser-/Glykolkreisläufe in der Klimatechnik. Es hält Temperaturen bis 150 °C stand. NBR ist ölbeständig und wird zur Kühlung eingesetzt. PTFE ist ideal für chemische Anwendungen. Es ist pH-beständig von 0 bis 14. Für die Produktionsanlage eines Biotechnologieunternehmens wählten wir die Superkautschuke von Kalrez. Sie halten auch in aggressiven Lösungsmitteln über 5 Jahre.
Unser Kommissionierplan berücksichtigt Kundenflussdaten und prüft die ASTM-Normen. Dadurch sinkt die Fehlerwahrscheinlichkeit im realen Betrieb um 25 %. Wir testen außerdem zunächst Muster. In einer Lebensmittelproduktionslinie haben wir nach Versuchen NBR durch EPDM ersetzt. Dadurch wurde das Aufquellen im Dampf verhindert. Solche Maßnahmen gewährleisten Sicherheit und Langlebigkeit.
Qualitätskontrolle und -prüfung: Sicherstellung höchster Schweißnahtqualität
Qualität steht bei Grano bei jeder Schweißnaht an erster Stelle. Unsere ISO 9001-Prüfungen gehen über die ASME-Abschnitts-VIII-Norm für Druckgeräte hinaus. Wir setzen digitale Zwillinge ein, um die Qualität vorausschauend zu analysieren.
Zerstörungsfreie Prüfung (ZfP) zur Bestimmung der Schweißnahtintegrität
Röntgenaufnahmen und Wellenprüfgeräte decken selbst größte Mängel wie Löcher oder fehlende Verbindungen bis zu einer Dicke von 1 % der Wandstärke auf. Bei einer aktuellen Prüfung für einen Kunden aus der Ölchemie zeigte die vollständige Röntgenuntersuchung wichtiger Anschlüsse keine fehlerhaften Stellen an über 500 Schweißnähten.
Die Maßkontrolle mit Lasergeräten überprüft Schenkellängen (2–3 mm) und dicke Stellen. Die Abweichungen von ±0,2 mm werden eingehalten.
Dichtheits- und metallurgische Qualitätssicherung
Helium-Lecksuche bei 10⁻⁶ mbar·L/s prüft die Dichtheit. Wasserdrucktests mit 1,5-facher Planlast simulieren die reale Belastung. Metallschnitte, gereinigt mit Oxalsäure, zeigen die Faserstruktur und den Aufbau der Wärmezonen. Der Eisengehalt (ΔEisen) wird auf 5–10 % geprüft, um die beste Zähigkeit zu gewährleisten.
Diese Prüfebenen gewährleisten unsere 99,8%ige Erfolgsquote beim ersten Versuch. Das schafft Vertrauen bei unseren Kunden im Chipbereich, die keine Unterbrechungen benötigen.
Wir protokollieren auch alle Daten. Bei einem Pharmaprojekt haben wir beispielsweise die Temperaturschwankungen während der Tests überwacht. Das half, eine kleine Optimierung am Werkzeug zu erkennen. Jetzt sind Leckagen noch seltener.
Häufige Schweißfehler und proaktive Lösungen
Gefahren können sich selbst an überwachten Orten verbergen. So beugen wir ihnen vor.
Porosität: Abschirmung des Lichtbogens
Lufteinschlüsse durch Feuchtigkeit oder Wind werden durch eine Zweigas-Kühlung aus Argon und Helium verhindert. Feuchtigkeitsstellen werden unter -40 °C überwacht. Füllmaterialien werden zunächst 2 Stunden lang bei 150 °C getrocknet. Dadurch werden auch feuchte Materialien getrocknet.
In einer Charge haben wir Ventilatoren hinzugefügt, um Zugluft zu reduzieren. Die Löcher halbierten sich sofort.
Verzerrung: Meisterhaftes Wärmemanagement
Durch Hitzeeinwirkung verbiegt sich das Blech. Wir kämpfen mit Rückschweißaufträgen und halten Klemmen. Die Biegungen bleiben unter 0,5 mm. Mathematische Modelle dienen als Grundlage für die Feinabstimmung. Wie bei unseren Projekten mit Sonneneinstrahlung.
Unvollständige Fusion: Oberflächenüberlegenheit
Rostige Stellen verursachen Verbindungsprobleme. Gründliches Reinigen und Bürsten sorgen für saubere Verbindungen. Automatische Prüfgeräte erkennen Verschmutzungen vor dem Schweißen.
Auf diese Weise konnten wir die Nacharbeiten um 60 % reduzieren. Die Wohnungen halten länger als geplant.
Zusätzlicher Tipp: Schulen Sie Schweißer in kleinen Gruppen. So lassen sich Muster schnell erkennen. In einem Team konnte dadurch ein Problem mit der Gaszufuhr frühzeitig aufgedeckt werden.
Fazit: Präzisionsschweißen für Höchstleistungen
Schweißarbeiten an halbgeschweißten Plattenwärmetauschern erfordern Fachkenntnisse und Erfahrung. Von WIG-Schweißen bis hin zu schnellem Laserschweißen – alles basiert auf der richtigen Materialauswahl und sorgfältiger Überwachung. Bei Grano finden Sie dieses Know-how für Ihr Handwerk. Wir gewährleisten die Reinheit von pharmazeutischen Produkten und die Lebensmittelsicherheit. Durch unsere Expertise helfen wir unseren Kunden, 20–30 % Energiekosten zu sparen. Die mittlere Betriebsdauer zwischen Ausfällen beträgt selbst in kritischen Bereichen über 10 Jahre.
Auf einstellen Bauen Sie Ihren Wärmetauscher um? Kontaktieren Sie unseren Bauberater. Team Für ein unverbindliches Gespräch. Lassen Sie uns den nächsten Schritt in Ihrer Karriere gemeinsam gehen.
Häufig gestellte Fragen
F: Was macht halbgeschweißte Plattenwärmetauscher für korrosive Anwendungen geeignet?
A: Durch die partielle Verschweißung entstehen isolierte, robuste Kanäle für aggressive Flüssigkeiten, kombiniert mit der Flexibilität der Dichtungen für Wartungsarbeiten – ideal für Chemikalien oder Kältetechnik. Diese Eigenschaften haben wir für unsere Kunden in der Petrochemie und der Milchwirtschaft optimiert.
F: Wie schneidet das WIG-Schweißen im Vergleich zum Laserschweißen bei der Halbzeugfertigung ab?
A: WIG bietet eine überlegene Kontrolle bei dicken Legierungen, jedoch geringere Schweißgeschwindigkeiten; Laser zeichnet sich durch hohe Automatisierung und minimalen Verzug bei dünnen Blechen aus. Die Wahl des Verfahrens richtet sich nach dem Projektvolumen, beispielsweise bevorzugen wir in unseren Hochgeschwindigkeits-Pharma-Linien den Laser.
F: Welche Qualitätsprüfungen sind nach dem Schweißen unerlässlich?
A: Zu den wichtigsten Prüfungen gehören Röntgen-/Ultraschallprüfungen auf Defekte, Druckprüfungen auf Leckagen und metallografische Analysen zur Überprüfung der Mikrostrukturintegrität, um die Einhaltung der ASME- und Kundenspezifikationen für einen ausfallfreien Betrieb sicherzustellen.



