



صنعتی گرمی کی منتقلی کے سخت میدان میں، نیم ویلڈڈ پلیٹ گرمی کے تبادلے کرنے والے ایک آسان انتخاب کے طور پر چمکتے ہیں. وہ سخت کیمیکلز، مضبوط دباؤ اور گرم درجہ حرارت کے ساتھ ملازمتوں کے لئے اچھی طرح سے کام کرتے ہیں. میں گرینوہم اپنی مرضی کے مطابق گرمی تبادلے کے اوزار بنانے میں قیادت کرتے ہیں. ہم کیمیائی، دواسازی اور خوراک کی پروسیسنگ کے علاقوں پر توجہ مرکوز کرتے ہیں۔ ہمارے صارفین بڑی تیل کمپنیوں سے چھوٹے بائیو ٹیک گروپوں تک جاتے ہیں۔ وہ ان یونٹس کو اپنے کام میں براہ راست فٹ کرنے کے لئے ہماری مہارت پر انحصار کرتے ہیں۔ یہ پوسٹ نیم ویلڈڈ پلیٹ گرمی کے تبادلے کے لئے ویلڈنگ کے اقدامات اور معیار کی جانچ پڑتال کو قریب سے دیکھتا ہے۔ ہم اپنی موجودہ ملازمتیں چھوڑ دیتے ہیں. وہاں، احتیاط سے ویلڈنگ نے سخت ترتیبات میں گیئر کی زندگی کو 30 فیصد تک بڑھایا ہے.
اگر آپ HVAC سیٹ اپ چلاتے ہیں، فارما آؤٹ پٹ بڑھاتے ہیں، یا تیل اور گیس کے کام کو تبدیل کرتے ہیں تو، نیم ویلڈڈ ویلڈنگ کی تفصیلات کو جاننے سے آپ کا روزانہ بہاؤ تبدیل ہوسکتا ہے۔ یہ چیزیں آسانی سے چل سکتی ہیں. ہم اب اہم حصوں کی جانچ پڑتال کریں گے. بنیادی تعمیرات سے لے کر نقائص کو ٹھیک کرنے تک، یہ آپ کو اپنے اگلے کام کے لئے سمارٹ منتخب کرنے میں مدد کرے گا.
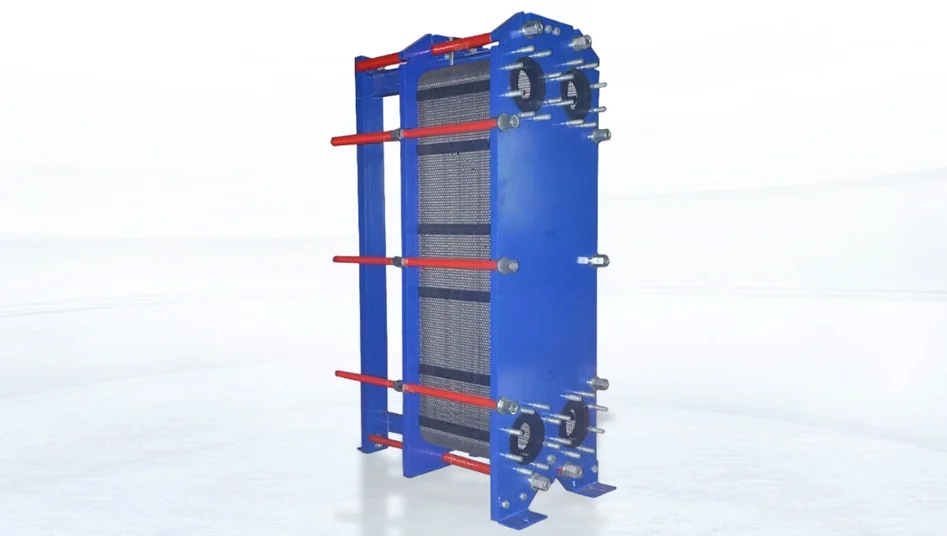
نیم ویلڈڈ پلیٹ ہیٹ ایکسچینجرز میں ویلڈنگ کے عمل کا تعارف
نیم ویلڈڈ پلیٹ گرمی ایکسچینجرز گرمی ہینڈلنگ ٹیکنالوجی میں ایک سمارٹ مرکب کا نشان لگائیں۔ وہ مکمل ویلڈ یا صرف گیسٹ اقسام سے مختلف ہیں۔ ان یونٹس میں، کچھ پلیٹس بندرگاہوں پر ویلڈ ہوتے ہیں. یہ ایک سیال بہاؤ کے لئے مضبوط، کوئی لیک راستے بناتا ہے. دوسرا بہاؤ گیسکیٹس کے ذریعہ سیل شدہ راستوں سے گزرتا ہے. یہ سیٹ اپ بہت برا یا موٹی مائع کے ساتھ معاملات میں بہت مدد کرتا ہے. کیمیائی کام میں ٹھنڈا کرنے میں امونیا یا مضبوط ایسڈ کو سوچیں۔ ہم نے یہ سب سے اوپر دودھ ہینڈلرز کے ساتھ تازہ ٹیم اپ میں سنبھالا۔ اس نے سیالوں کے درمیان مخلوط بند کیا.
ان ایکسچینجرز میں ویلڈ کی تعمیر کناروں اور بندرگاہ کے مقامات پر پلیٹوں کے جوڑوں میں شامل ہوتی ہے۔ تازہ طریقوں کا استعمال کرتے ہیں. یہ مضبوط، مستحکم بہاؤ لائنیں بناتا ہے. وہ 25 بار دباؤ اور 150 ° C سے زیادہ گرمی کو برقرار رکھتے ہیں. عام ویلڈنگ کے طریقوں میں ٹنگسٹن انرٹ گیس (ٹی آئی جی) ویلڈنگ شامل ہے۔ لوگ اسے گیس ٹنگسٹن آرک ویلڈنگ (GTAW) بھی کہتے ہیں۔ اور ’ لیزر ویلڈنگ اور کم گرمی brazing. TIG بہت زیادہ کنٹرول اور دیکھ بھال فراہم کرتا ہے. یہ’ پتلی سٹینلیس سٹیل پلیٹوں کے لئے بہترین. لیزر ویلڈنگ رفتار اور چھوٹے گرمی زونز لاتا ہے. یہ کٹوتی بڑے بیچ رنز میں موڑ. ہمارے فارما گاہکوں کے لئے، جہاں صاف کلید ہے، ہم نے لیزر ویلڈنگ شامل کیا. اس نے 0.5 ملی میٹر چوڑائی سے کم گرمی زونز کے ساتھ ویلڈز بنائے۔ یہ ایف ڈی اے کے قواعد کو اچھی طرح سے پورا کرتا ہے.
ویلڈنگ اور گیسکٹ کا مرکب نیم ویلڈڈ یونٹس کو الگ کرتا ہے۔ ویلڈز تنگ مہر اور سخت سیال کے لئے مضبوط طاقت میں لاک. ربڑ یا پلاسٹک سے غیر ویلڈ مقامات پر گیسکٹ آپ کو الگ کرنے، صاف کرنے اور آسانی سے چیک کرنے کی اجازت دیتے ہیں. اس آسان تبدیلی کی خصوصیت نے ہمارے کھانے اور مشروبات کی ملازمتوں میں کھیل بدل دیا. یہ مکمل ویلڈ پکس پر 40 فیصد وقت کم کرتا ہے. یہ ایکسچینجرز ویلڈ سختی کے ساتھ گیسکٹ آسانی سے منسلک کرتے ہیں. وہ تیزی سے تبدیل ہونے والے شعبوں میں صارفین کے لئے وقت کے ساتھ ساتھ پیسے بچاتے ہیں۔
مرحلہ بہ مرحلہ ویلڈنگ عمل ورک فلو

نیم ویلڈڈ پلیٹ گرمی ایکسچینجر کی تعمیر قریب تیاری کے ساتھ شروع ہوتی ہے. ہر حصہ کام’ ضروریات ہیں گرانو میں، ہمارے اقدامات کسٹمر کی خواہشات کو پورا کرتے ہیں. ہم شروع سے ہی محدود عنصر تجزیہ (FEA) کا استعمال کرتے ہیں۔ یہ خصوصی عمارتوں میں گرمی کے دباؤ کا اندازہ لگاتا ہے.
پلیٹ تشکیل اور ابتدائی تیاری
کام پلیٹ شکل دینے سے شروع ہوتا ہے. اعلی دیکھ بھال سٹیمپنگ یا پانی کی تشکیل پتلی دھاتی شیٹس کی شکل دیتا ہے. یہ 0.5 سے 1.0 ملی میٹر موٹائی سے چلتے ہیں. وہ لہر یا مچھلی کی ہڈیوں کے پیٹرن میں تبدیل ہوتے ہیں. یہ گردش اور گرمی کے تبادلے کو فروغ دیتے ہیں. کیم ایٹنگ اگلا ہو سکتا ہے. یہ سطح کو ہموار محسوس کرتا ہے. یہ اپس سیال ویلڈ فٹ کو نقصان پہنچانے کے بغیر منتقل کرتا ہے. ایک دیر سمندر کی تعمیر کے کام میں، ہم نے لیزر سے کھینچے ہوئے ٹائٹینیم پلیٹس کا استعمال کیا. انھوں نے گرمی کے تبادلے کی شرح میں 15 فیصد اضافہ کیا۔ انہوں نے چہرے پانی کی حفاظت کے لیے تیار کیے۔
چہرے کی دیکھ بھال ضروری ہے. پلیٹس آواز کی لہر کی صفائی حاصل کرتے ہیں. وہ چربی کو کاٹنے کے لئے بنیادی صفائی کا استعمال کرتے ہیں. پھر passivation زنگ کی تہوں، تیل اور ٹکڑے ہٹاتا ہے. یہ خراب مقامات کو روکتا ہے جو ویلڈز کو کمزور کرتے ہیں۔ یہ’ ہمارے تیل اور گیس ٹیم اپز میں کلید. وہاں، ایندھن کے باقیات گندگی کے خطرات لاتے ہیں.
عین مطابق ویلڈنگ عمل درآمد
تیاری کے بعد، پلیٹس لائن اپ کے لئے ایک ہولڈر میں اسٹیک. اس سے پورٹ سوراخ اور لہریں 0.1 ملی میٹر کی حدود میں ملتی ہیں۔ ویلڈنگ جوڑی پلیٹس پر شروع ہوتا ہے. یہ کنارے seams اور بندرگاہ boosts مارتا ہے. سٹینلیس سٹیلز کے لئے TIG ویلڈنگ لیڈز. یہ ایک غیر پگھل ٹنگسٹن ٹپ اور آرگون گارڈ گیس کا استعمال کرتا ہے. فلر فی گھنٹہ 0.5-2 کلوگرام میں اضافہ کرتا ہے. بجلی (80-150 A) ، وولٹ (10-15 V) ، اور رفتار (100-200 ملی میٹر / منٹ) جیسے ترتیبات کو ٹیون کیا جاتا ہے۔ ہم اس کے لئے سیٹ اپ پاور باکس استعمال کرتے ہیں.
تیز رفتار ضروریات کے لئے، لیزر ویلڈنگ باہر کھڑا ہے. یہ keyhole طرز کا استعمال کرتا ہے. یہ 1 میٹر فی منٹ سے زیادہ گہرائی سے 2 ملی میٹر تک کھودتا ہے۔ ایک فارما ترقی کے کام میں ، ہم نے فائبر لیزر سیٹ اپ منتخب کیے۔ انہوں نے SMO 254 مصر پلیٹس ویلڈ کیا. مکمل کھینچ کے بغیر کوئی splash. برائزنگ 800-1000 ° C پر نکل فلر کا استعمال کرتا ہے. یہ چھوٹے کم گرمی کی ملازمتوں کو فٹ کرتا ہے، جیسے سرد نظام.
پوسٹ ویلڈ کولنگ اور علاج
ویلڈنگ کے فوری بعد، زنگ کو روکنے کے لئے کوئی ہوا کے مقامات میں ٹھنڈا. پھر 1-2 گھنٹے کے لئے 600-800 ° C پر دباؤ کاٹ گرمی. یہ بائیں دباؤ کو کاٹتا ہے جو دوبارہ کام میں ٹائر سے باہر جاتا ہے۔ ہم نے یہ ہماری سبز بجلی لائن میں پہلے ٹیسٹ سے سیکھا۔
گیسکٹ انضمام
ویلڈز سیٹ کے ساتھ، EPDM یا Viton gaskets کٹ grooves میں فٹ. آٹوموبائل ایسا کرتے ہیں. مرکب مہر ویلڈڈ بندرگاہوں کو خراب میڈیا لے جانے کی اجازت دیتا ہے. گیسکٹ راستے فوری فکس اپ کی اجازت دیتے ہیں. یہ ہمارے کھانے کے شراکت داروں کے لئے اہم ہے جو HACCP قواعد پر عمل کرتے ہیں.
یہ مرحلہ فہرست ، جو وقت کے ساتھ ساتھ کسٹمر نوٹس کی طرف سے تشکیل دی گئی ہے ، چھوٹی جگہوں میں 4.0 سے زیادہ NTU کے ساتھ یونٹس دیتا ہے۔ ہم حقیقی استعمال پر مبنی tweaking جاری رکھتے ہیں. مثال کے طور پر، ایک کیمیائی پلانٹ سیٹ اپ میں، ہم نے تشکیل کے بعد اضافی چیک شامل کیے. اس نے ابتدائی طور پر چھوٹے پیمانے پر پکڑا. گھنٹے بعد بچا لیا مجموعی طور پر، بہاؤ مستحکم محسوس ہوتا ہے. ہر حصہ بغیر خلا کے اگلے سے منسلک ہے.
زیادہ سے زیادہ ویلڈنگ کارکردگی کے لئے مواد کا انتخاب
مواد کے لئے منتخب یونٹ سیٹ’ طویل زندگی اور فٹ یہ نیم ویلڈڈ سیٹ اپز میں سچ انگوٹیاں ہے. ویلڈز گرمی اور کیم ہٹ وہاں لے جاتے ہیں.
پلیٹ اور ویلڈ فلر مواد
سٹینلیس سٹیلز جیسے 304 اور 316L حکومت. وہ آسانی سے لڑتے ہیں اور آسانی سے لڑتے ہیں. ان کی نرم لوہے کی تعمیر گرم درد کاٹتا ہے. بدتر مقامات کے لئے ، SMO 254 یا Hastelloy C-276 جیسے سپر نرم لوہے 40 سے زیادہ گڑھے کی لڑائی کے اسکور دیتے ہیں۔ ٹائٹینیم کی اقسام نمک کے پانی کے صاف پانی کے کام میں چمکتی ہیں جو ہم نے کیا تھا۔ وہ ہلکے وزن اور جسم کے محفوظ فٹ لاتے ہیں.
ویلڈ فلرز میچ یا بیس دھاتی کی طاقت کو مات دیتے ہیں۔ 316L پلیٹوں کے لئے ER316L تار اضافی کھینچنے (پیداوار > 250 MPa) دیتا ہے. لیزر کام میں، خود جوڑتا کام کرتا ہے. لیکن دھات کی منتخب ملازمتوں کے لئے نبض طریقے کنٹرول مرکب.
سیل شدہ سالمیت کے لئے گیسکٹ مواد
Gaskets کام فٹ ربڑ کے ساتھ واپس ویلڈز. ای پی ڈی ایم ایچ وی اے سی میں پانی / گلیکول لوپس کو فٹ کرتا ہے۔ یہ گرمی 150 ° C تک رکھتا ہے. NBR کولنگ میں تیل لیتا ہے. PTFE کیمیائی کاموں میں جیتا ہے. pH 0 سے 14 تک ہے. ایک بائیوٹیک کسٹمر کے لئے’ منشیات کے اسکیڈ بنانے، ہم نے Kalrez سپر ربڑ کا انتخاب کیا. وہ خراب سالونٹس میں 5 سال گزرتے ہیں.
ہمارا انتخاب چارٹ کسٹمر کے بہاؤ کی معلومات کا استعمال کرتا ہے. یہ ASTM قواعد کی جانچ پڑتال کرتا ہے. یہ کمی حقیقی رنز میں 25 فیصد کی طرف سے امکانات ناکام. ہم سب سے پہلے نمونے بھی ٹیسٹ کرتے ہیں. ایک فوڈ لائن میں، ہم نے ٹرائلز کے بعد ای پی ڈی ایم کے لئے این بی آر کو تبدیل کیا. اس نے بھاپ میں سولنے کو روک دیا. اس طرح کے اقدامات چیزوں کو محفوظ اور طویل عرصے تک برقرار رکھتے ہیں.
کوالٹی کنٹرول اور پتہ لگانے: ویلڈ کی بہتری کو یقینی بنانا
معیار گرانو میں ہر ویلڈ میں سامنے اور مرکز میں رہتا ہے. ہمارے ISO 9001 چیک دباؤ گیئر کے لئے ASME سیکشن VIII سے گزرتے ہیں. ہم آگے معیار کا اندازہ لگانے کے لئے ڈیجیٹل جڑواں شامل کرتے ہیں.
ویلڈ سالمیت کے لئے غیر تباہ کن ٹیسٹنگ (این ڈی ٹی)
ایکس رے تصاویر اور لہر چیک کرنے والے اوزار دیوار کی موٹائی کے 1 فیصد تک سوراخ یا کوئی شمولیت جیسے بڑے نقائص کا پتہ لگاتے ہیں۔ ایک تیل کیمی کسٹمر کے لئے ایک تازہ چیک میں، کلیدی بندرگاہوں پر مکمل ایکس رے 500 ویلڈز میں کوئی خراب مقامات نہیں دکھایا.
لیزر ٹولز کے ساتھ سائز کی جانچ پڑتال ٹانگوں کی لمبائی (2-3 ملی میٹر) اور موٹی دھماکوں کی جانچ پڑتال کرتی ہے۔ وہ ± 0.2 ملی میٹر کی منصوبہ بندی کی حدود سے ملتے ہیں.
لیک اور دھاتی یقین دہانی
10^-6 mbar · L / s پر ہیلیم لیک شکار مہر ثابت کرتا ہے. 1.5x منصوبہ لوڈ پر پانی کے دباؤ کے ٹیسٹ حقیقی کام کی طرح کام کرتے ہیں۔ دھاتی سلائس کے نظارے ، اوکسالک ایسڈ کے ساتھ صاف ، اناج کے سیٹ اپ اور گرمی زون کی تعمیر دکھاتے ہیں۔ وہ بہترین سخت کے لئے 5-10 فیصد پر ڈیلٹا لوہے کی جانچ پڑتال کرتے ہیں.
یہ چیک پرتیں ہماری 99.8 فیصد پہلی رفتار کی شرح رکھتی ہیں۔ یہ چپ فیلڈ گاہکوں کے ساتھ اعتماد کی تعمیر کرتا ہے جو کوئی روکنے کی ضرورت نہیں ہے.
ہم بھی تمام ڈیٹا لاگ کرتے ہیں. ایک فارما رن کے لئے، ہم نے ٹیسٹ کے دوران درجہ حرارت کی تبدیلیوں کا سراغ لگایا. اس نے ایک چھوٹے ٹول ٹویک کو دیکھنے میں مدد کی. اب، لیکس اور بھی زیادہ گر جاتا ہے.
عام ویلڈنگ نقائص اور فعال حل
برا مقامات دیکھنے والے مقامات میں بھی چھپا سکتے ہیں۔ یہاں ہم انہیں آگے کیسے روکتے ہیں.
سوراخ: قوس کی حفاظت
گیلے یا ہوا سے ہوا کے سوراخ دو گیس آرگون / ہیلیم گارڈز کی طرف سے لڑے جاتے ہیں. ہم -40 ° C کے تحت گیلے نقاط دیکھتے ہیں. پہلے 2 گھنٹے کے لئے 150 ° C پر بھرنے والے پکنے. یہ گیلے قسم خشک کرتا ہے.
ایک بیچ میں، ہم نے مسودوں کو کاٹنے کے لئے شائقین کو شامل کیا. سوراخ فوری طور پر نصف گر گیا.
تحریف: گرمی کے انتظام کی ماسٹری
گرمی بڑھتی ہے پلیٹس موڑتا ہے. ہم بیک اسٹیپ ویلڈ آرڈرز کے ساتھ لڑتے ہیں اور کلیمپس رکھتے ہیں۔ موڑ 0.5 ملی میٹر سے کم رہتے ہیں۔ ریاضی کے ماڈل ہدایت کرتے ہیں۔ جیسے سورج کی گرمی میں
نامکمل فیوژن: سطح کی برتری
زنگ کی کھالیں کوئی شمولیت کا سبب بنتی ہیں. مضبوط صاف اور برش کام یقینی طور پر صاف لنکس. آٹو آنکھوں کے اوزار پرچم گندگی سے پہلے ویلڈ.
ہم نے اس طرح 60 فیصد کام کو کم کیا ہے. ماضی کے منصوبوں کے بارے میں
اضافی مشورہ: چھوٹے گروپوں پر ویلڈرز کو ٹرین کریں۔ یہ تیزی سے پیٹرنز کی نشاندہی کرتا ہے. ایک ٹیم میں، اس نے گیس کے بہاؤ کا مسئلہ جلد ہی پکڑا.
نتیجہ: چوٹی کی کارکردگی کے لئے صحت سے متعلق ویلڈنگ
نیم ویلڈڈ پلیٹ گرمی ایکسچینجرز میں ویلڈ کام مہارت اور حقیقت مرکب کی ضرورت ہے. TIG کی دیکھ بھال سے لیزر تک فوری طور پر، سب اچھے مواد کے انتخاب اور گھڑی پر آرام کرتے ہیں. گرینو میں، یہ علم آپ کی تجارت کو فٹ کرتا ہے. یہ فارما کو صاف یا ہموار کھانے کی حفاظت کرتا ہے. ان کی قیادت کرتے ہوئے، ہم گاہکوں کو بجلی پر 20-30 فیصد بچانے میں مدد کرتے ہیں. ناکام ہونے کے درمیان اوسط وقت خراب مقامات پر 10 سال سے زیادہ ہے.
سیٹ کریں گرمی کا تبادلہ کریں؟ ہماری تعمیر تک پہنچنا ٹیم ایک مناسب چیٹ کے لئے. چلو’ آپ کے کام میں اگلے قدم میں شامل ہوں.
سوالات
سوال: نیم ویلڈڈ پلیٹ گرمی ایکسچینجرز کو سنکنرن ایپلی کیشنز کے لئے موزوں کیا بناتا ہے؟
جواب: ان کا جزوی ویلڈنگ جارحانہ سیال کے لئے الگ تھلگ ، مضبوط چینلز پیدا کرتا ہے ، بحالی کے لئے گیسکٹ لچک کے ساتھ مل کر ، کیمیکلز یا ریفریجریشن کے لئے مثالی خصوصیات ہم’ پیٹرو کیمیکل اور دودھ کے شعبوں میں گاہکوں کے لئے بہتر بنایا گیا ہے.
سوال: نیم ویلڈڈ پیداوار میں TIG ویلڈنگ لیزر ویلڈنگ کے ساتھ کیسے موازنہ کرتا ہے؟
جواب: TIG موٹی مصر کے لئے اعلی کنٹرول پیش کرتا ہے لیکن سست رفتار؛ لیزر پتلی پلیٹوں کے لئے آٹومیشن اور کم سے کم تحریف میں بہترین ہے. ہم منصوبے کے حجم کی بنیاد پر منتخب کرتے ہیں، جیسا کہ ہماری تیز رفتار فارما لائنوں میں لیزر کو پسند کرتے ہیں.
سوال: ویلڈنگ کے بعد کون سے معیار کے ٹیسٹ ضروری ہیں؟
جواب: اہم چیکوں میں نقائص کے لئے ایکس رے / یو ٹی ، لیک کے لئے دباؤ کی جانچ ، اور مائکرو اسٹرکچر سالمیت کے لئے دھاتی تجزیہ شامل ہیں ، جو صفر ناکامی کی کارکردگی کے لئے اے ایس ایم ای اور کلائنٹ کی وضاحتیں کی تعمیل کو یقینی بناتا ہے۔






