



В сложной области промышленной теплопередачи полусварные пластинные теплообменники блестят как удобный выбор. Они хорошо работают для работ с жесткими химическими веществами, сильным давлением и горячими температурами. В Грано, мы ведём в изготовлении индивидуальных инструментов теплообмена. Мы сосредоточены на химической, фармацевтической и пищевой промышленности. Наши клиенты идут от крупных нефтяных компаний до небольших биотехнологических групп. Они рассчитывают на наши навыки, чтобы вписать эти блоки прямо в свою работу. Этот пост внимательно изучает шаги сварки и проверку качества полусварных пластинных теплообменников. Мы отказываемся от наших нынешних рабочих мест. Там тщательная сварка увеличила срок службы передачи на 30% в грубых условиях.
Если вы запускаете настройки HVAC, увеличиваете фармацевтическую продукцию или настраиваете работу с нефтью и газом, знание деталей полусварки может изменить ваш ежедневный поток. Это может сделать вещи более плавными. Теперь мы проверим основные части. От базовых сборов до устранения недостатков, это поможет вам выбрать умный выбор для следующей задачи.
Введение в процессы сварки в полусварных пластинных теплообменниках
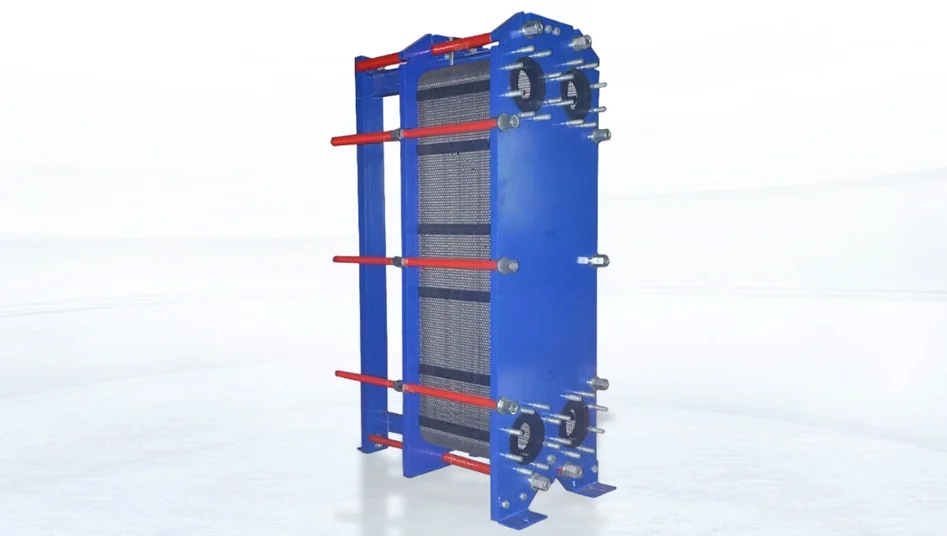
Полуварные пластинные теплообменники маркируйте умную смесь в технологии теплообработки. Они отличаются от типов полного сварки или просто уплотнения. В этих блоках некоторые пластины сваряются в портах. Это создает сильные, без утечки пути для одного потока жидкости. Другой поток проходит по путям, запечатанным уплотнениями. Эта настройка очень помогает в случаях с очень плохими или толстыми жидкостями. Подумайте об аммиаке в охлаждении или сильных кислотах в химической работе. Мы справились с этим в свежих командах с лучшими специалистами по обработке молока. Он остановил смешивания между жидкостями.
Сварная конструкция в этих обменниках соединяет пары пластин на краях и портовых пятнях. Используют свежие методы. Это создает твердые, стабильные линии потока. Они поддерживают давление до 25 бар и тепло более 150 ° C. Обычные способы сварки включают сварку вольфрама инертным газом (TIG). Люди также называют его газовой вольфрамовой дуговой сваркой (GTAW). Тогда есть’ с лазерная сварка и низкотепловая пайка. TIG дает большой контроль и заботу. Это’ с лучшее для тонких пластин из нержавеющей стали. Лазерная сварка приносит скорость и небольшие тепловые зоны. Эти разрезы изгибаются в больших партиях. Для наших фармацевтических клиентов, где чистота является ключом, мы добавили лазерную сварку. Она производила сварки с тепловыми зонами шириной менее 0,5 мм. Это хорошо соответствует правилам FDA.
Смесь сварки и уплотнений отличает полусварные блоки. Сварки закрываются в плотных уплотнениях и твердой прочности для твердых жидкостей. Прокладки из резины или пластика в несварочных пятнах позволяют легко разбирать, чистить и проверять. Эта простая функция изменила игру в наших продуктах питания и напитков. Это сокращает время на 40% по сравнению с полными сварными пиками. Эти обменники соединяют уплотнение легко с твердостью сварки. Они экономят деньги со временем для пользователей в быстро меняющихся областях.
Поэтапный рабочий процесс сварки

Строительство полусварного пластинного теплообменника начинается с близкой подготовки. Каждая часть должна соответствовать работе’ с потребностями. В Grano наши шаги соответствуют потребностям клиента. Мы используем анализ конечных элементов (FEA) с самого начала. Предполагает тепловые напряжения в специальных конструкциях.
Формирование пластины и первоначальная подготовка
Работа начинается с формирования пластины. Высоко аккуратное штампование или водообразование форм тонких металлических листов. Они имеют толщину от 0,5 до 1,0 мм. Они превращаются в волнистые или рыбные кости. Они стимулируют вихрь и теплообмен. Химическое гравирование может наступить следующим. Оно гладит чувство поверхности. Эта жидкость движется без повреждения сварки. В позднем морском строительстве мы использовали лазерно гравированные титановые пластины. Они повысили темпы теплообмена на 15%. И они приготовили лица для водобезопасных сваров.
Уход за лицом является обязательным. Пластины получают звуковое очищение. Они используют чистящие средства для резания жира. Затем пассивация удаляет ржавые слои, масла и куски. Это останавливает плохие пятна, которые ослабляют свары. Это’ с ключом в наших нефтяных и газовых командах. Там остатки топлива приводят к риску грязи.
Точное выполнение сварки
После подготовки пластинки накладываются в держатель для составления. Это сохраняет отверстия порта и волны в пределах 0,1 мм. Сварка начинается на парных пластинах. Он поражает краевые швы и порты. Сварочные проводы TIG для нержавеющей стали. Он использует нетапливый вольфрамовый кончик и аргоновый защитный газ. Наполнитель добавляется при 0,5-2 кг в час. Настройки, такие как мощность (80-150 А), вольта (10-15 В) и скорость (100-200 мм/мин), настраиваются. Для этого мы используем установленные силовые коробки.
Для быстрых потребностей выделяется лазерная сварка. Использует стиль keyhole. Это копает до глубины 2 мм со скоростью более 1 м в минуту. В работе по росту фармацевтики мы выбрали установки волоконного лазера. Они сварили пластины из сплава SMO 254. Полное копание без вспышек. Попаивание использует никельовые наполнители при 800-1000°C. Он подходит для небольших работ с низким теплом, таких как холодные системы.
Охлаждение и обработка после сварки
Сразу после сварки, охлаждайте в пятнах без воздуха, чтобы остановить ржавку. Затем напряженное нагревание при 600-800°C в течение 1-2 часов. Это разрезает левые напряжения, которые вытягиваются в повторной работе. Мы узнали это от первых испытаний в нашей зеленой линии электроэнергии.
Интеграция уплотнения
С набором сваров, уплотнения EPDM или Viton вписываются в резанные канавки. Автоматические прессы делают это. Уплотнитель смеси позволяет сварным портам принимать плохие средства массовой информации. Пути уплотнения позволяют быстрые ремонты. Это важно для наших продовольственных партнеров, которые соблюдают правила HACCP.
Этот список шагов, сформированный заметками клиентов со временем, дает единицы с НТУ более 4,0 в небольших пространствах. Мы продолжаем настраивать на основе реального использования. Например, в одной установке химического завода мы добавили дополнительные проверки после формирования. Это поймало маленькие повороты рано. Спустя несколько часов сэкономили. В целом поток ощущается стабильным. Каждая часть связана с следующей без пробелов.
Выбор материалов для оптимальной работы сварки
Выбор материалов для установки блока’ с долгой жизнью и подходит. Это верно в полусварных установках. Сварки берут тепло и химические удары там.
Пластинные и сварные наполнительные материалы
Нержавеющая сталь, как 304 и 316L правило. Они борются с ржавью и легко сваряют. Их мягкая железная конструкция разрезает горячие трещины. Для худших мест, супермягкие железа, такие как SMO 254 или Hastelloy C-276, дают баллы в битве с питами более 40. Титановые типы сияют в соленой воде чистой воды работы, которые мы сделали. Они приносят легкий вес и безопасные для тела.
Сварные наполнители соответствуют или превосходят прочность основного металла. Провод ER316L для пластин 316L обеспечивает дополнительную тягу (урожайность > 250 МПа). В лазерной работе, самосоединение работы. Но импульсные пути управления смеси для металл-выбирательных работ.
Материалы уплотнения для герметической целостности
Прокладки назад сваряют с резиной для работы. EPDM подходит для водных/гликольных петель в HVAC. Держит тепло до 150°C. НБР принимает масла при охлаждении. PTFE выигрывает в химических задачах. Оно имеет pH от 0 до 14. Для биотехнологического клиента’ с наркотика делать скользку, мы выбрали Калрез супер-резины. Продолжают 5 лет в плохих растворителях.
Наша диаграмма использует информацию о потоке клиентов. Проверяет правила ASTM. Это сокращение шансов на неудачу на 25% в реальных ходах. Сначала мы также проверяем образцы. В пищевой линии мы заменили НБР на ЭПДМ после испытаний. Он остановил набухи в паре. Такие шаги обеспечивают безопасность и долговременность.
Контроль качества и обнаружение: обеспечение превосходства сварки
Качество остается в центре каждого сварки в Grano. Наши проверки ISO 9001 проходят раздел VIII ASME для передач давления. Мы добавляем цифровых близнецов, чтобы угадать качество вперед.
Неразрушительное испытание (NDT) целостности свара
Рентгеновские снимки и инструменты проверки волн обнаруживают большие недостатки, такие как отверстия или отсутствие соединения до 1% толщины стены. В новой проверке клиента нефтехимической компании полный рентгеновский снимок ключевых портов не показал плохих пятен в 500 сварках.
Проверка размеров с помощью лазерных инструментов проверяет длину ног (2-3 мм) и толстые пятна. Они соответствуют плановым пределам ±0,2 мм.
Утечка и металлургическая гарантия
Охота на утечку гелия при 10^-6 mbar·L/s доказывает уплотнение. Испытания давления воды при 1,5x плановой нагрузке действуют как реальная работа. Виды на куски металла, очищенные оксаловой кислотой, показывают настройки зерна и тепловые зоны. Они проверяют дельта-железо на 5-10% для лучшей прочности.
Эти проверочные слои сохраняют наш 99,8% процент первого хода. Он укрепляет доверие у клиентов чипов, которым не нужны остановки.
Мы также регистрируем все данные. Для одного фармацевтического запуска мы отслеживали изменения температуры во время тестов. Это помогло обнаружить небольшой настройку инструмента. Теперь утечки падают еще больше.
Общие дефекты сварки и проактивные решения
Плохие места могут спрятаться даже в наблюдаемых местах. Вот как остановить их вперед.
Пористость: защита дуги
Воздушные отверстия от мокрого или ветра борются двухгазовыми аргон/гелиевыми защитниками. Мы наблюдаем за влажными точками под -40°C. Запечите наполнители при 150°C в течение 2 часов. Это сушит влажные виды.
В партии мы добавили фанатов, чтобы отрезать драфты. Дыры сразу упали наполовину.
Искусление: Управление теплом
Тепло растет изгибает пластины. Мы боремся с заказами на обратную сварку и держим зажимы. Изгибы остаются ниже 0,5 мм. Математические модели направляют настройки. Как в наших солнечных тепловых работах.
Неполное слияние: Поверхностное превосходство
Ржевые кожи вызывают отсутствие соединения. Сильная чистая и щетка работают уверенно чистые ссылки. Автоматические инструменты глаз флаг грязь предварительной сварки.
Таким образом, мы сократили работу на 60%. Предыдущие планы подразделений.
Дополнительный совет: Тренируйте сварщиков в небольших группах. Быстро обнаруживает шаблоны. В одной из команд это выявило проблему потока газа рано.
Вывод: Точная сварка для максимальной производительности
Сварная работа в полусварных пластинных теплообменниках требует смеси навыков и фактов. От TIG-ухода до лазерного быстрого, все отдыхают на хороших материалах и часах. В Grano это ноу-хау подходит для вашей отрасли. Он защищает фармацевтическую чистоту или гладит безопасность пищи. Ведучи их, мы помогаем клиентам сэкономить 20-30% на электроэнергии. Среднее время между неудачами превышает 10 лет в плохих местах.
Установить на Поднять теплообмен? Достигните нашего строительства команда для подходящего чата. Давайте’ Присоединяйтесь к следующему шагу в своей работе.
Часто задаваемые вопросы
В: Что делает полусварные пластинные теплообменники подходящими для коррозионных приложений?
A: Их частичная сварка создает изолированные, надежные каналы для агрессивных жидкостей, в сочетании с уплотненной гибкостью для обслуживания, идеально подходящей для химических веществ или холодильных функций, которые мы’ оптимизированы для клиентов в нефтехимическом и молочном секторах.
В: Как сварка TIG сравнивается с лазерной сваркой в полусварном производстве?
A: TIG предлагает превосходный контроль для толстых сплавов, но более медленных скоростей; лазер отличается автоматизацией и минимальным искажением для тонких пластин. Мы выбираем на основе объема проекта, как в наших высокоскоростных фармацевтических линиях, предпочитающих лазер.
В: Какие тесты качества являются необходимыми после сварки?
Ответ: Ключевые проверки включают рентгеновскую / UT на дефекты, испытание давления на утечки и металлографический анализ целостности микроструктуры, обеспечивая соответствие ASME и спецификациям клиента для нулевой работы без сбоев.





