


It is incredibly frustrating when batch after batch gets flagged by quality control. You run the standard Clean-in-Place cycles exactly by the book, hitting all the temperature and chemical concentration targets, yet the swabs still come back positive for microbial growth. The culprit is almost always hiding in plain sight within the processing equipment.
When dealing with recurring hygiene failures, relying on generic equipment suppliers simply does not work. You need a dedicated thermal technology manufacturer that knows food safety inside and out. Grano stands out in this highly specific field. Established in January 2015 , they have spent years mastering the production of detachable units, plates, and sanitary gaskets. They do not just sell boxes; their comprehensive services cover remote technical guidance, full-machine frame replacements, and expert maintenance support to keep your processing lines running flawlessly. To see why processing plants globally trust their high-strength plates and FDA-compliant materials, read more about us and their strict ISO9001:2015 quality management processes. They offer customized solutions built entirely around your plant’s specific fluid dynamics and sanitation constraints.
The Deadly Phenomenon: Microbial Failures After Clean-in-Place
Every plant manager knows the dread of seeing a failed hygiene report. In the dairy and fruit juice processing sectors, the most severe headache is strict adherence to cleaning protocols failing to prevent bacterial contamination. You pump hot caustic soda and acid through the piping, expecting a totally sterile environment, but reality proves otherwise.
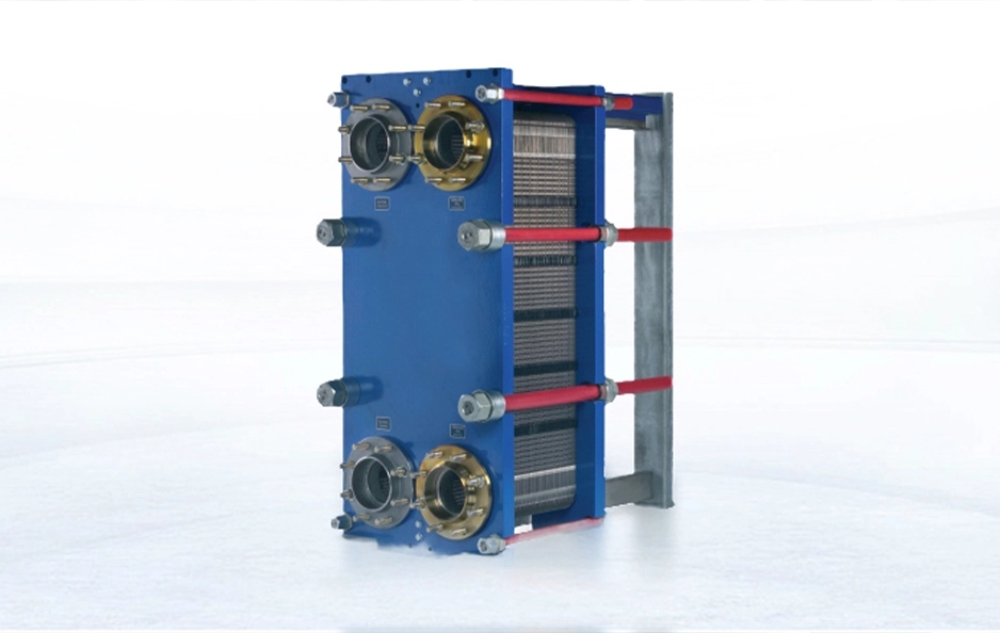
What Happens Behind the Metal Plates
When technicians finally dismantle the thermal equipment, the ugly truth reveals itself. The cleaning fluids never actually swept away the organic residue trapped in the microscopic crevices. The fluid channels formed between the corrugated plates are narrow and tortuous. While thousands of cross-corrugation contact points create strong turbulence for excellent thermal transfer, they also create potential traps if the flow distribution is uneven. If your pressure drop gradually increases over time, it is a clear sign that particles or debris are blocking the flow channels and causing the plates to scale heavily. Once calcium and magnesium precipitate into hard scale , its poor thermal conductivity ruins energy efficiency. Worse, that rough scale acts as a physical shield, protecting bacterial colonies from your chemical sanitizers.
The Core Misconception: Stainless Steel Is Sanitary Enough
A massive pitfall for procurement teams is trusting the metal grade alone. It is common to assume that specifying 316L stainless steel automatically equates to absolute safety. This completely ignores the devastating impact of the sealing materials and the physical dead zones inherent in poorly engineered corrugated patterns.
The Hidden Gasket Trap
The rubber seal placed around the edge does more than just stop leaks; it determines the actual gap between the metal sheets, thus forming the vital fluid channel. Many budget-friendly setups use standard industrial rubber bonded with heavy layers of glue. Over time, that adhesive ages, cracks, and peels off. These tiny pockets of degraded glue become the perfect breeding ground for bacteria. You cannot sanitize an area where the liquid simply cannot reach. Furthermore, the maximum working temperature and pressure limits of your entire system are actually restricted by these rubber seals, not the metal plates.
Here is a look at why material selection dictates sanitary success.
| Material Type | Working Temperature Range | Best Application | Chemical Stability Profile |
|---|---|---|---|
| Standard Nitrile (N) | -30°C to 120°C | General oil and water exchange | Poor against oxidizing acids and strong solvents |
| Food Butyronitrile (SN) | -30°C to 120°C | Food-grade animal and vegetable oils | Excellent heat and oxidation resistance |
| Food EPDM (SE) | -54°C to 150°C | Water, steam, and superheated water | Excellent against acids, alkalis, and ketones |
| Food Fluorine (SF) | -29°C to 220°C | High temperature sterilization cycles | Strong resistance to highly corrosive media |
Tracing the Contamination: Inferior Rubber and Dead Zones
If you want to stop failing audits, you have to look at the exact points where material degradation happens. Two primary factors turn a visually clean machine into a dangerous contamination source: toxic leaching from non-compliant polymers and physical fluid stagnation within the channels.
Toxin Leaching During Steam Sterilization
Standard industrial rubber formulations simply cannot handle the extreme thermal shock of Sterilization-in-Place operations. When exposed to high temperature steam, standard polymers degrade and actually leach toxic micro-particles into the food medium. For instance, while basic EPDM handles water well , it might not survive the specific chemical detergents used in your daily wash down. You need the specialized Food EPDM variant, which is strictly designed for high-polarity substances and superheated steam. Using the wrong polymer leads to rapid aging and eventual product contamination.
Flow Stagnation in Physical Dead Zones
Equipment lacking a modern glue-free clip-on design forces the fluid to form low-velocity retention areas near the edges. Conventional cleaning velocity cannot reach the shear force needed to scrub these stagnant spots. Upgrading to a properly engineered Plate Heat Exchanger solves this structural flaw. Because these modern units are incredibly easy to disassemble, clean, and repair, your maintenance crew can easily pop them open for manual inspection when needed. The upper and lower main sealing surfaces remain perfectly flat and smooth, leaving no pits, bubbles, or flash defects for microbes to hide in.
Sanitary Compliant Solutions for Absolute Physical Isolation
Food safety leaves no room for ambiguity. You need absolute physical isolation between the raw utility fluids and your sensitive end product. Reaching regulatory compliance means adopting hardware that inherently rejects microbial buildup.
Utilizing Certified Food Grade Materials
Using materials explicitly built for the job changes everything. Certified food-grade EPDM and NBR gaskets are completely non-toxic and highly resistant to thermal degradation. If your plant processes juice, the Food EPDM handles the aggressive acidic environment perfectly. If you process oily dairy products, Food Butyronitrile provides excellent corrosion resistance to animal fats, vegetable oils, and aliphatic oils. Selecting the precise polymer for your medium prevents the rubber from breaking down and harboring pathogens.
The Glue-Free Clip-on Revolution
Eliminating glue entirely removes the biggest sanitary risk in the factory. Clip-on designs utilize mechanical fastening instead of chemical adhesives. This completely removes the bacterial hiding spots caused by decaying, peeling glue. On the operational side, this dramatically cuts your routine maintenance time. When pasting the gasket with an adhesive, you risk distortion or loosening. With a modern non-adhesive method, workers just snap the new seals into the plate grooves with zero distortion. No scraping off old glue, no mandatory curing time.
Tackling High Viscosity with Specialized Designs
For products like thick yogurt or heavy syrups, standard narrow corrugations clog up instantly. Wide-gap or free-flow designs allow these thick liquids to pass without building up excessive internal pressure. When you deal with heating delicate, viscous mediums that might require chilling down the line using aggressive refrigerants, you should immediately consider a Semi-Welded Plate Heat Exchanger. The laser-welded channels safely contain harsh coolants, while the standard gasketed side allows full access for cleaning the critical food contact surfaces.
| Assembly Method | Sealing Integrity Profile | Bacterial Harboring Risk | Routine Maintenance Turnaround |
|---|---|---|---|
| Traditional Glued | Prone to distortion during curing | High (Glue degrades over time) | 24+ hours (Glue curing needed) |
| Clip-on (Non-adhesive) | Flat, smooth fit without deviation | Low (No adhesive pockets) | 2 to 4 hours |
| Semi-Welded Cassettes | Fully sealed on the refrigerant side | Very Low | Minimal intervention required |
FAQs
Q1: Why does mineral scale buildup directly cause hygiene issues?
A: Calcium, magnesium, and carbonate decompose into hard scale when heated. This scale not only wastes thermal energy, but its rough, porous surface acts as a physical shield that protects bacteria from your chemical sanitizers during the cleaning cycle.
Q2: Can we clean standard industrial gaskets with strong acidic solutions?
A: It depends heavily on the exact polymer. Nitrile rubber, for example, is not resistant to oxidizing acids or strong solvents. Using the wrong cleaning chemicals will quickly destroy the seal, leading to medium mixing and severe contamination.
Q3: What causes the pressure drop in the equipment to increase suddenly?
A: An increasing pressure drop usually means the media is unclean or contains too many particles, which causes the internal flow channels to block and the metal plates to scale heavily.
Q4: How do we properly remove old, glued rubber strips without scratching the metal?
A: To prevent scratching the metal, do not use sharp metal tools. A liquid nitrogen quenching method safely freezes and deforms the rubber strip so it tears off cleanly, allowing you to clean the residual adhesive out of the sealing groove.
Q5: Why is the exact plate installation direction so critical for sanitation?
A: The herringbone heat exchange plates are divided into A and B types, which must be arranged crosswise during assembly. Incorrect installation ruins the fluid turbulence, creating low-velocity dead zones where food residue stagnates and bacteria multiply rapidly.



