


C'est extrêmement frustrant de constater que des lots entiers sont signalés positifs au contrôle qualité. On applique les cycles de nettoyage en place (NEP) à la lettre, en respectant scrupuleusement les consignes de température et de concentration chimique, et pourtant, les prélèvements reviennent systématiquement positifs à la croissance microbienne. Le coupable se cache presque toujours à la vue de tous, au sein même de l'équipement de production.
Face à des problèmes d'hygiène récurrents, il est impossible de se fier à des fournisseurs d'équipements génériques. Vous avez besoin d'un fabricant spécialisé en technologies thermiques, expert en sécurité alimentaire. Grain se distingue dans ce domaine très spécifique. Fondée en janvier 2015, cette entreprise a consacré des années à maîtriser la production d'unités détachables, de plaques et de joints sanitaires. Elle ne se contente pas de vendre des boîtes ; ses services complets Nous proposons une assistance technique à distance, le remplacement complet des châssis de machines et un service de maintenance spécialisé pour garantir le fonctionnement optimal de vos lignes de production. Pour découvrir pourquoi les usines de transformation du monde entier font confiance à nos plaques haute résistance et à nos matériaux conformes aux normes FDA, cliquez ici. à propos de nous et leurs processus rigoureux de gestion de la qualité ISO9001:2015. Ils proposent des solutions personnalisées, entièrement conçues en fonction des contraintes spécifiques de dynamique des fluides et d'assainissement de votre installation.
Le phénomène mortel : défaillances microbiennes après nettoyage en place
Tout responsable d'usine connaît la crainte d'un rapport d'hygiène non conforme. Dans les secteurs de la transformation des produits laitiers et des jus de fruits, le problème le plus épineux est l'échec du respect strict des protocoles de nettoyage à prévenir la contamination bactérienne. On fait circuler de la soude caustique et de l'acide chauds dans les canalisations, en espérant un environnement parfaitement stérile, mais la réalité est tout autre.
Que se passe-t-il derrière les plaques de métal ?
Lorsque les techniciens démontent enfin l'équipement thermique, la triste réalité éclate au grand jour. Les fluides de nettoyage n'ont jamais éliminé les résidus organiques incrustés dans les moindres interstices. Les canaux formés entre les plaques ondulées sont étroits et sinueux. Si les milliers de points de contact entre les ondulations créent une forte turbulence, gage d'un excellent transfert thermique, ils peuvent aussi engendrer des pièges en cas de distribution inégale du flux. Une augmentation progressive de la perte de charge est un signe évident que des particules ou des débris obstruent les canaux et provoquent un entartrage important des plaques. Lorsque le calcium et le magnésium précipitent sous forme de tartre, sa faible conductivité thermique compromet l'efficacité énergétique. Pire encore, ce tartre rugueux agit comme une barrière physique, protégeant les colonies bactériennes des désinfectants chimiques.
L'idée fausse fondamentale : l'acier inoxydable est suffisamment hygiénique
Une erreur fréquente des équipes d'approvisionnement est de se fier uniquement à la nuance d'acier. On suppose souvent que spécifier de l'acier inoxydable 316L garantit automatiquement une sécurité absolue. Or, cela ignore totalement l'impact désastreux des matériaux d'étanchéité et les zones mortes inhérentes aux profils ondulés mal conçus.
Le piège caché du joint
Le joint en caoutchouc placé sur le pourtour ne se contente pas d'empêcher les fuites ; il détermine l'espace précis entre les plaques métalliques, formant ainsi le canal de fluide essentiel. De nombreux systèmes économiques utilisent du caoutchouc industriel standard collé avec d'épaisses couches de colle. Avec le temps, cet adhésif vieillit, se fissure et se décolle. Ces minuscules poches de colle dégradée deviennent un terrain propice à la prolifération des bactéries. Il est impossible de désinfecter une zone inaccessible au liquide. De plus, les limites de température et de pression de fonctionnement maximales de l'ensemble du système sont en réalité limitées par ces joints en caoutchouc, et non par les plaques métalliques.
Voici un aperçu des raisons pour lesquelles le choix des matériaux détermine la réussite sanitaire.
| Type de matériau | Plage de températures de fonctionnement | Meilleure application | Profil de stabilité chimique |
|---|---|---|---|
| Nitrile standard (N) | -30°C à 120°C | Échange général d'huile et d'eau | Mauvaise résistance aux acides oxydants et aux solvants forts |
| Butyronitrile alimentaire (SN) | -30°C à 120°C | Huiles animales et végétales de qualité alimentaire | Excellente résistance à la chaleur et à l'oxydation |
| EPDM alimentaire (SE) | -54°C à 150°C | Eau, vapeur et eau surchauffée | Excellente résistance aux acides, aux bases et aux cétones. |
| Fluor alimentaire (SF) | -29°C à 220°C | cycles de stérilisation à haute température | Forte résistance aux milieux hautement corrosifs |
Traçage de la contamination : caoutchouc de qualité inférieure et zones mortes
Pour éviter les échecs aux audits, il est essentiel d'identifier précisément les points de dégradation des matériaux. Deux facteurs principaux transforment une machine d'apparence propre en une source de contamination dangereuse : la lixiviation de substances toxiques provenant de polymères non conformes et la stagnation physique des fluides dans les conduits.
Lixiviation de toxines lors de la stérilisation à la vapeur
Les formulations de caoutchouc industriel standard ne résistent pas aux chocs thermiques extrêmes des opérations de stérilisation en place. Exposés à la vapeur à haute température, les polymères standards se dégradent et libèrent des microparticules toxiques dans le milieu alimentaire. Par exemple, si l'EPDM classique résiste bien à l'eau, il peut ne pas supporter les détergents chimiques spécifiques utilisés pour le nettoyage quotidien. Il est nécessaire d'utiliser la variante EPDM alimentaire spécialisée, conçue spécifiquement pour les substances à haute polarité et la vapeur surchauffée. L'utilisation d'un polymère inadapté entraîne un vieillissement rapide et, à terme, une contamination du produit.
Stagnation des flux dans les zones mortes physiques
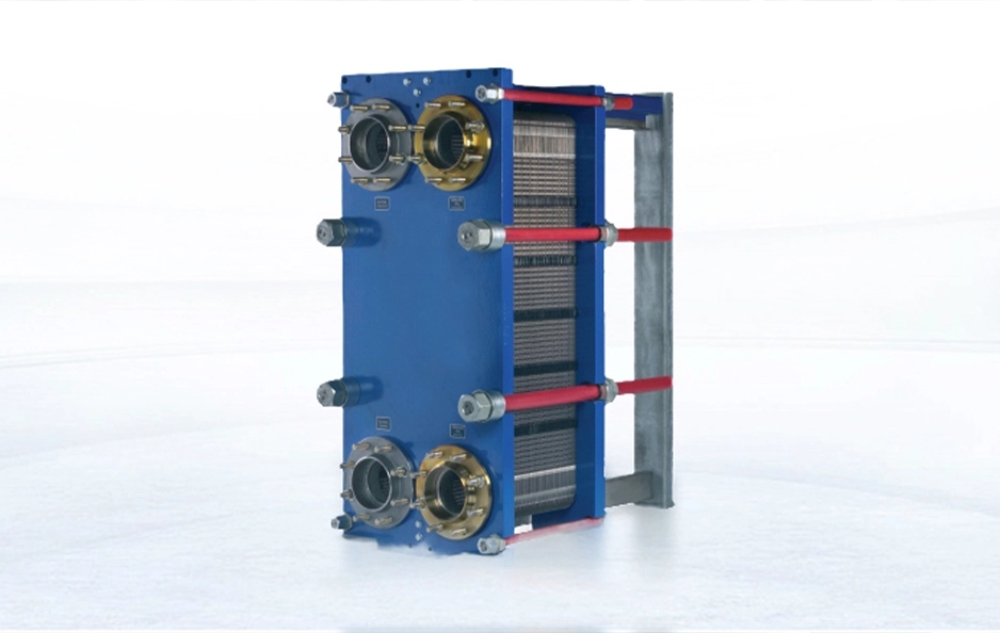
Les équipements dépourvus d'un système de fixation moderne sans colle forcent le fluide à former des zones de stagnation près des bords. La vitesse de nettoyage conventionnelle ne permet pas d'atteindre la force de cisaillement nécessaire pour nettoyer ces zones stagnantes. Il est donc nécessaire de passer à un système correctement conçu. Échangeur de chaleur à plaques Ce système résout ce défaut structurel. Grâce à leur conception moderne, ces unités sont extrêmement faciles à démonter, à nettoyer et à réparer ; votre équipe de maintenance peut ainsi les ouvrir aisément pour une inspection manuelle en cas de besoin. Les surfaces d'étanchéité principales, supérieure et inférieure, restent parfaitement planes et lisses, sans aucune aspérité, bulle ou défaut de finition où des microbes pourraient se loger.
Solutions conformes aux normes sanitaires pour une isolation physique absolue
La sécurité alimentaire ne tolère aucune ambiguïté. Une isolation physique absolue est indispensable entre les fluides de production et le produit final, qui est très sensible. Pour être conforme à la réglementation, il est nécessaire d'utiliser des équipements qui empêchent intrinsèquement la prolifération microbienne.
Utilisation de matériaux certifiés de qualité alimentaire
L'utilisation de matériaux spécifiquement conçus pour cette application change tout. Les joints EPDM et NBR certifiés de qualité alimentaire sont totalement non toxiques et extrêmement résistants à la dégradation thermique. Si votre usine transforme des jus, l'EPDM alimentaire supporte parfaitement l'environnement acide agressif. Si vous transformez des produits laitiers gras, le butyronitrile alimentaire offre une excellente résistance à la corrosion par les graisses animales, les huiles végétales et les huiles aliphatiques. Choisir le polymère adapté à votre fluide évite la dégradation du caoutchouc et la prolifération de pathogènes.
La révolution des clips sans colle
L'élimination totale de la colle supprime le principal risque sanitaire en usine. Les joints clipsables utilisent une fixation mécanique plutôt que des adhésifs chimiques. Ceci élimine complètement les zones de prolifération bactérienne dues à la dégradation et au décollement de la colle. Côté exploitation, cela réduit considérablement le temps de maintenance courante. Le collage du joint avec un adhésif présente un risque de déformation ou de desserrage. Grâce à une méthode moderne sans adhésif, les opérateurs clipsent simplement les nouveaux joints dans les rainures de la plaque, sans aucune déformation. Plus besoin de gratter l'ancienne colle, ni d'attendre le séchage.
Gérer la haute viscosité grâce à des conceptions spécialisées
Pour les produits comme les yaourts épais ou les sirops visqueux, les cannelures étroites standard se bouchent instantanément. Les modèles à large espacement ou à flux libre permettent à ces liquides épais de passer sans accumulation de pression interne excessive. Lorsque vous manipulez des fluides délicats et visqueux qui pourraient nécessiter un refroidissement ultérieur à l'aide de fluides frigorigènes puissants, vous devriez immédiatement envisager un système de refroidissement adapté. Échangeur de chaleur à plaques semi-soudées. Les canaux soudés au laser contiennent en toute sécurité des fluides de refroidissement agressifs, tandis que le côté à joint standard permet un accès complet pour le nettoyage des surfaces critiques en contact avec les aliments.
| Méthode d'assemblage | Profil d'intégrité du scellement | Risque d'abriter des bactéries | Arrêt technique pour maintenance de routine |
|---|---|---|---|
| Collé traditionnel | Sujet à la déformation lors du durcissement | Élevée (la colle se dégrade avec le temps) | 24 heures et plus (temps de séchage de la colle nécessaire) |
| À clipser (sans adhésif) | Ajustement plat et lisse sans déviation | Faible (sans poches adhésives) | 2 à 4 heures |
| Cassettes semi-soudées | Entièrement étanche côté réfrigérant | Très faible | Intervention minimale requise |
FAQ
Q1 : Pourquoi l'accumulation de tartre minéral cause-t-elle directement des problèmes d'hygiène ?
A : Le calcium, le magnésium et le carbonate se décomposent en tartre dur sous l'effet de la chaleur. Ce tartre gaspille de l'énergie thermique et sa surface rugueuse et poreuse forme une barrière physique qui protège les bactéries des désinfectants chimiques pendant le cycle de nettoyage.
Q2 : Peut-on nettoyer les joints industriels standard avec des solutions fortement acides ?
R : Cela dépend fortement du polymère exact. Le caoutchouc nitrile, par exemple, ne résiste pas aux acides oxydants ni aux solvants puissants. L'utilisation de produits de nettoyage inadaptés détruira rapidement le joint, entraînant un mélange du fluide et une contamination importante.
Q3 : Qu'est-ce qui provoque l'augmentation soudaine de la chute de pression dans l'équipement ?
A : Une chute de pression croissante signifie généralement que le fluide est impur ou contient trop de particules, ce qui provoque le blocage des canaux d'écoulement internes et un entartrage important des plaques métalliques.
Q4 : Comment retirer correctement les anciennes bandes de caoutchouc collées sans rayer le métal ?
A : Pour éviter de rayer le métal, n'utilisez pas d'outils métalliques pointus. La trempe à l'azote liquide permet de congeler et de déformer la bande de caoutchouc en toute sécurité afin qu'elle se détache proprement, ce qui vous permet de nettoyer les résidus de colle de la rainure d'étanchéité.
Q5 : Pourquoi le sens exact d'installation des plaques est-il si crucial pour l'hygiène ?
A : Les plaques d'échange thermique à chevrons sont de types A et B et doivent être disposées en croix lors du montage. Une installation incorrecte perturbe la turbulence du fluide, créant des zones mortes à faible vitesse où les résidus alimentaires stagnent et où les bactéries prolifèrent rapidement.



