

Dalam bidang perpindahan panas industri yang berat, penukar panas pelat semi-las menjadi pilihan yang tepat. Penukar panas ini bekerja dengan baik untuk pekerjaan yang melibatkan bahan kimia keras, tekanan tinggi, dan suhu tinggi. BulirKami adalah perusahaan terkemuka dalam pembuatan alat penukar panas khusus. Kami fokus pada bidang kimia, farmasi, dan pengolahan makanan. Pelanggan kami beragam, mulai dari perusahaan minyak besar hingga kelompok bioteknologi kecil. Mereka mengandalkan keahlian kami untuk menyesuaikan unit-unit ini dengan tepat ke dalam pekerjaan mereka. Artikel ini membahas secara detail langkah-langkah pengelasan dan pemeriksaan kualitas untuk penukar panas pelat semi-las. Kami mengambil contoh dari pekerjaan kami saat ini. Di sana, pengelasan yang cermat telah meningkatkan masa pakai peralatan hingga 30% dalam kondisi yang berat.
Jika Anda mengelola instalasi HVAC, meningkatkan produksi farmasi, atau menangani pekerjaan di sektor minyak dan gas, memahami detail pengelasan semi-las dapat mengubah alur kerja harian Anda. Hal ini dapat membuat semuanya berjalan lebih lancar. Sekarang kita akan membahas bagian-bagian utamanya. Mulai dari konstruksi dasar hingga perbaikan kerusakan, ini akan membantu Anda memilih dengan bijak untuk tugas Anda selanjutnya.
Pengantar Proses Pengelasan pada Penukar Panas Pelat Semi-Las
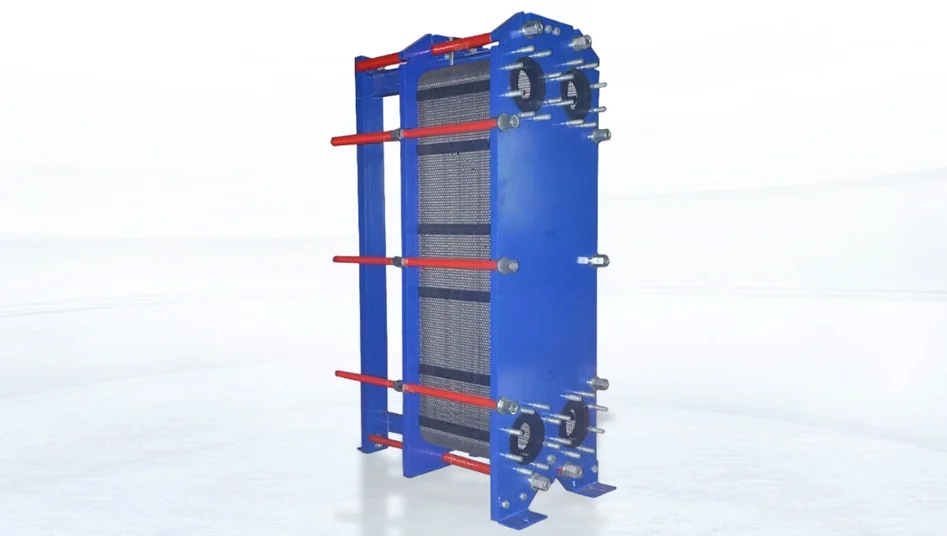
Penukar panas pelat semi-las Ini menandai perpaduan cerdas dalam teknologi penanganan panas. Unit ini berbeda dari tipe pengelasan penuh atau hanya gasket. Pada unit ini, beberapa pelat dilas di bagian port. Ini menciptakan jalur yang kuat dan anti bocor untuk satu aliran fluida. Aliran lainnya melewati jalur yang disegel oleh gasket. Pengaturan ini sangat membantu dalam kasus dengan fluida yang sangat buruk atau kental. Misalnya amonia dalam pendinginan atau asam kuat dalam pekerjaan kimia. Kami menangani ini dalam kerja sama tim baru dengan para ahli penanganan susu terkemuka. Ini mencegah pencampuran antar fluida.
Konstruksi pengelasan pada penukar panas ini menyambungkan sepasang pelat di tepi dan titik port. Pengelasan ini menggunakan metode baru. Hal ini menghasilkan jalur aliran yang kuat dan stabil. Pengelasan ini mampu menahan tekanan hingga 25 bar dan suhu lebih dari 150°C. Metode pengelasan yang umum digunakan meliputi pengelasan Tungsten Inert Gas (TIG). Metode ini juga disebut Gas Tungsten Arc Welding (GTAW). Selain itu, ada juga pengelasan laser dan penyolderan suhu rendah. TIG memberikan kontrol dan ketelitian yang tinggi. Metode ini paling cocok untuk pelat baja tahan karat yang tipis. Pengelasan laser menghasilkan kecepatan dan zona panas yang kecil. Ini mengurangi pembengkokan dalam produksi massal. Untuk pelanggan farmasi kami, di mana kebersihan sangat penting, kami menambahkan pengelasan laser. Pengelasan ini menghasilkan zona panas dengan lebar kurang dari 0,5 mm. Ini sesuai dengan peraturan FDA.
Kombinasi pengelasan dan gasket membedakan unit semi-las. Lasan mengunci segel yang rapat dan kekuatan yang kokoh untuk cairan kental. Gasket dari karet atau plastik di tempat yang tidak dilas memungkinkan Anda untuk membongkar, membersihkan, dan memeriksa dengan mudah. Fitur penggantian yang mudah ini mengubah cara kerja di industri makanan dan minuman. Fitur ini mengurangi waktu hingga 40% dibandingkan dengan unit las penuh. Penukar panas ini menggabungkan kemudahan gasket dengan ketahanan las. Hal ini menghemat biaya dalam jangka panjang bagi pengguna di bidang yang membutuhkan penggantian cepat.
Alur Kerja Proses Pengelasan Langkah demi Langkah

Pembuatan penukar panas pelat semi-las dimulai dengan persiapan yang cermat. Setiap bagian harus sesuai dengan kebutuhan pekerjaan. Di Grano, langkah-langkah kami sesuai dengan keinginan pelanggan. Kami menggunakan analisis elemen hingga (FEA) sejak awal. Analisis ini memperkirakan tegangan panas pada konstruksi khusus.
Pembentukan Pelat dan Persiapan Awal
Pekerjaan dimulai dengan pembentukan pelat. Pencetakan presisi tinggi atau pembentukan air membentuk lembaran logam tipis. Ketebalannya berkisar antara 0,5 hingga 1,0 mm. Lembaran tersebut kemudian dibentuk menjadi pola bergelombang atau seperti tulang ikan. Pola ini meningkatkan aliran fluida dan pertukaran panas. Pengukiran kimia mungkin dilakukan selanjutnya. Proses ini menghaluskan permukaan. Hal ini meningkatkan pergerakan fluida tanpa merusak kesesuaian pengelasan. Dalam proyek pembangunan di laut baru-baru ini, kami menggunakan pelat titanium yang diukir laser. Pelat tersebut meningkatkan laju pertukaran panas hingga 15%. Dan pelat tersebut mempersiapkan permukaan untuk pengelasan yang aman terhadap air.
Perawatan permukaan sangat penting. Pelat dibersihkan dengan gelombang suara. Mereka menggunakan pembersih dasar untuk menghilangkan lemak. Kemudian pasivasi menghilangkan lapisan karat, minyak, dan serpihan. Ini menghentikan titik-titik buruk yang melemahkan lasan. Ini sangat penting dalam kerja sama tim kami di sektor minyak dan gas. Di sana, sisa bahan bakar membawa risiko kotoran.
Pelaksanaan Pengelasan yang Tepat
Setelah persiapan, pelat-pelat ditumpuk di dalam dudukan untuk penyelarasan. Ini menjaga agar lubang port dan gelombang tetap sesuai dalam batas 0,1 mm. Pengelasan dimulai pada pelat yang berpasangan. Pengelasan mengenai sambungan tepi dan peningkatan port. Pengelasan TIG adalah metode utama untuk baja tahan karat. Metode ini menggunakan ujung tungsten yang tidak meleleh dan gas pelindung argon. Bahan pengisi ditambahkan sebanyak 0,5-2 kg per jam. Pengaturan seperti daya (80-150 A), voltase (10-15 V), dan kecepatan (100-200 mm/menit) disesuaikan. Kami menggunakan kotak daya pengaturan untuk ini.
Untuk kebutuhan yang serba cepat, pengelasan laser sangat unggul. Metode ini menggunakan gaya lubang kunci. Pengelasan ini mampu menembus hingga kedalaman 2 mm dengan kecepatan lebih dari 1 m per menit. Dalam proyek pengembangan industri farmasi, kami memilih perangkat laser serat optik. Laser ini mengelas pelat paduan SMO 254. Pengelasan menyeluruh tanpa percikan. Penyambungan dengan patri menggunakan pengisi nikel pada suhu 800-1000°C. Metode ini cocok untuk pekerjaan kecil dengan suhu rendah, seperti sistem dingin.
Pendinginan dan Perlakuan Pasca Pengelasan
Setelah pengelasan, dinginkan di tempat yang kedap udara untuk mencegah karat. Kemudian lakukan pemanasan dengan metode stress-cut pada suhu 600-800°C selama 1-2 jam. Ini akan memotong tegangan yang tersisa yang dapat menyebabkan kelelahan akibat pekerjaan berulang. Kami mempelajari ini dari uji coba pertama pada jalur listrik ramah lingkungan kami.
Integrasi Gasket
Setelah pengelasan selesai, gasket EPDM atau Viton akan pas di alur yang telah dipotong. Mesin pres otomatis dapat melakukan ini. Segel campuran memungkinkan lubang yang dilas untuk menerima media yang buruk. Jalur gasket memungkinkan perbaikan cepat. Ini penting bagi mitra makanan kami yang mengikuti aturan HACCP.
Daftar langkah ini, yang dibentuk berdasarkan catatan pelanggan dari waktu ke waktu, menghasilkan unit dengan NTU di atas 4,0 di ruang kecil. Kami terus melakukan penyesuaian berdasarkan penggunaan nyata. Misalnya, dalam satu pengaturan pabrik kimia, kami menambahkan pemeriksaan tambahan setelah pembentukan. Ini mendeteksi lekukan kecil sejak dini. Hal ini menghemat waktu berjam-jam di kemudian hari. Secara keseluruhan, alurnya terasa stabil. Setiap bagian terhubung ke bagian berikutnya tanpa celah.
Memilih Material untuk Kinerja Pengelasan Optimal
Pemilihan material menentukan umur pakai dan kesesuaian unit. Hal ini berlaku pada konfigurasi semi-las. Lasan menerima panas dan paparan bahan kimia di sana.
Bahan Pelat dan Pengisi Las
Baja tahan karat seperti 304 dan 316L adalah yang terbaik. Baja ini tahan karat dan mudah dilas. Struktur besi lunaknya memotong retakan panas. Untuk area yang lebih sulit, besi super lunak seperti SMO 254 atau Hastelloy C-276 memberikan nilai lebih dari 40 dalam uji coba pengelasan. Jenis titanium bersinar dalam pekerjaan pengelasan air garam yang bersih yang pernah kami lakukan. Baja ini ringan dan aman untuk tubuh.
Bahan pengisi las setara atau melebihi kekuatan logam dasar. Kawat ER316L untuk pelat 316L memberikan daya tarik ekstra (kekuatan luluh >250 MPa). Dalam pekerjaan laser, sambungan otomatis berfungsi. Tetapi metode pulsa mengontrol campuran untuk pekerjaan yang membutuhkan ketelitian tinggi terhadap logam.
Bahan Gasket untuk Integritas Segel
Gasket dilas balik dengan karet yang pas. EPDM cocok untuk loop air/glikol di HVAC. Material ini mampu menahan panas hingga 150°C. NBR mampu menyerap oli saat pendinginan. PTFE unggul dalam tugas-tugas kimia. Material ini tahan terhadap pH 0-14. Untuk skid pembuatan obat pelanggan bioteknologi, kami memilih karet super Kalrez. Karet ini tahan lebih dari 5 tahun dalam pelarut yang buruk.
Bagan pemilihan kami menggunakan informasi alur pelanggan. Bagan ini memeriksa aturan ASTM. Hal ini mengurangi kemungkinan kegagalan hingga 25% dalam pengujian sebenarnya. Kami juga menguji sampel terlebih dahulu. Pada lini produk makanan, kami mengganti NBR dengan EPDM setelah uji coba. Hal ini menghentikan pembengkakan akibat uap. Langkah-langkah seperti ini menjaga keamanan dan daya tahan produk.
Kontrol dan Deteksi Mutu: Memastikan Keunggulan Pengelasan
Kualitas tetap menjadi prioritas utama dalam setiap pengelasan di Grano. Pemeriksaan ISO 9001 kami melampaui ASME Bagian VIII untuk peralatan bertekanan. Kami menambahkan kembaran digital untuk memprediksi kualitas di masa mendatang.
Pengujian Non-Destruktif (NDT) untuk Integritas Pengelasan
Gambar sinar-X dan alat pengecekan gelombang dapat mendeteksi cacat besar seperti lubang atau sambungan yang tidak sempurna hingga ketebalan dinding 1%. Dalam pengecekan terbaru untuk pelanggan di bidang kimia minyak, sinar-X lengkap pada titik-titik penting menunjukkan tidak ada titik yang buruk pada lebih dari 500 lasan.
Pemeriksaan ukuran dengan alat laser memeriksa panjang kaki (2-3 mm) dan titik tebal. Hasilnya sesuai dengan batas rencana ±0,2 mm.
Kebocoran dan Jaminan Metalurgi
Pengujian kebocoran helium pada 10^-6 mbar·L/s membuktikan kekedapan. Pengujian tekanan air pada 1,5 kali beban rencana bertindak seperti pekerjaan nyata. Tampilan potongan logam, yang dibersihkan dengan asam oksalat, menunjukkan susunan butiran dan pembentukan zona panas. Mereka memeriksa delta-besi pada 5-10% untuk ketangguhan terbaik.
Lapisan pengecekan ini mempertahankan tingkat keberhasilan awal kami sebesar 99,8%. Ini membangun kepercayaan dengan pelanggan di bidang chip yang tidak membutuhkan penghentian operasional.
Kami juga mencatat semua data. Untuk satu proses produksi farmasi, kami melacak perubahan suhu selama pengujian. Ini membantu menemukan sedikit kesalahan pada alat. Sekarang, kebocoran semakin berkurang.
Cacat Pengelasan Umum dan Solusi Proaktif
Masalah bisa saja tersembunyi bahkan di tempat yang diawasi. Berikut cara kami mencegahnya.
Porositas: Melindungi Busur
Lubang udara akibat kelembapan atau angin diatasi dengan pelindung gas ganda argon/helium. Kami memantau titik-titik basah di bawah -40°C. Panggang bahan pengisi pada suhu 150°C selama 2 jam terlebih dahulu. Ini mengeringkan jenis yang basah.
Dalam satu kali proses, kami menambahkan kipas angin untuk mengurangi aliran udara dingin. Lubang-lubang langsung berkurang setengahnya.
Distorsi: Penguasaan Manajemen Panas
Panas yang dihasilkan membengkokkan pelat. Kami berjuang dengan urutan pengelasan mundur dan menahan klem. Tekukan tetap di bawah 0,5 mm. Model matematika memandu penyesuaian. Seperti pada pekerjaan kami yang menggunakan panas matahari.
Fusi Tidak Sempurna: Keunggulan Permukaan
Lapisan karat menyebabkan sambungan tidak terhubung. Pembersihan dan penyikatan yang kuat memastikan sambungan bersih. Alat pendeteksi kotoran otomatis menandai kotoran sebelum pengelasan.
Dengan cara ini, kami mengurangi pekerjaan perbaikan hingga 60%. Unit bertahan lebih lama dari yang direncanakan.
Tips tambahan: Latih tukang las dalam kelompok kecil. Cara ini dapat mendeteksi pola masalah dengan cepat. Dalam satu tim, cara ini berhasil mendeteksi masalah aliran gas sejak dini.
Kesimpulan: Pengelasan Presisi untuk Kinerja Puncak
Pekerjaan pengelasan pada penukar panas pelat semi-las membutuhkan keterampilan dan kombinasi fakta. Dari pengelasan TIG hingga pengelasan laser yang cepat, semuanya bergantung pada pemilihan material yang baik dan pengawasan yang cermat. Di Grano, pengetahuan ini sesuai dengan bidang Anda. Ini melindungi industri farmasi atau meningkatkan keamanan pangan. Dengan memimpin hal-hal ini, kami membantu pelanggan menghemat 20-30% energi. Waktu rata-rata antar kegagalan mencapai lebih dari 10 tahun di area yang rawan kerusakan.
Ditetapkan untuk Apakah Anda ingin mengganti heat swap? Hubungi kami untuk panduan perakitan kami. tim untuk obrolan yang sesuai. Mari bergabung dalam langkah selanjutnya dalam pekerjaan Anda.
Pertanyaan yang Sering Diajukan (FAQ)
T: Apa yang membuat penukar panas pelat semi-las cocok untuk aplikasi korosif?
A: Pengelasan parsialnya menciptakan saluran yang terisolasi dan kokoh untuk cairan agresif, dikombinasikan dengan fleksibilitas yang dilengkapi gasket untuk perawatan, ideal untuk bahan kimia atau pendinginan—fitur yang telah kami optimalkan untuk klien di sektor petrokimia dan susu.
T: Bagaimana perbandingan pengelasan TIG dengan pengelasan laser dalam produksi semi-las?
A: TIG menawarkan kontrol yang lebih baik untuk paduan tebal tetapi kecepatannya lebih lambat; laser unggul dalam otomatisasi dan distorsi minimal untuk pelat tipis. Kami memilih berdasarkan volume proyek, seperti pada lini farmasi berkecepatan tinggi kami yang lebih mengutamakan laser.
T: Tes kualitas apa saja yang penting dilakukan setelah pengelasan?
A: Pemeriksaan utama meliputi sinar-X/UT untuk mendeteksi cacat, pengujian tekanan untuk mendeteksi kebocoran, dan analisis metalografi untuk integritas mikrostruktur, memastikan kepatuhan terhadap spesifikasi ASME dan klien untuk kinerja tanpa kegagalan.



