



Dans le domaine difficile du transfert de chaleur industriel, les échangeurs de chaleur à plaques semi-soudées brillent comme un choix pratique. Ils fonctionnent bien pour les emplois avec des produits chimiques durs, des pressions fortes et des températures chaudes. À Grano, nous dirigeons la fabrication d'outils d'échange de chaleur personnalisés. Nous nous concentrons sur les secteurs chimique, pharmaceutique et alimentaire. Nos clients vont des grandes compagnies pétrolières aux petits groupes biotechnologiques. Ils comptent sur nos compétences pour intégrer ces unités dans leur travail. Cet article examine de près les étapes de soudage et les contrôles de qualité des échangeurs de chaleur à plaques semi-soudées. Nous quittons nos emplois actuels. Là, le soudage soigneux a augmenté la durée de vie de l'engrenage jusqu'à 30% dans des paramètres difficiles.
Si vous exécutez des installations de climatisation, augmentez la production pharmaceutique ou ajustez le travail pétrolier et gazier, connaître les détails du soudage semi-soudé peut changer votre débit quotidien. Cela peut rendre les choses plus douces. Nous allons maintenant vérifier les parties principales. Des compilations de base à la correction des défauts, cela vous aidera à choisir intelligentement votre prochaine tâche.
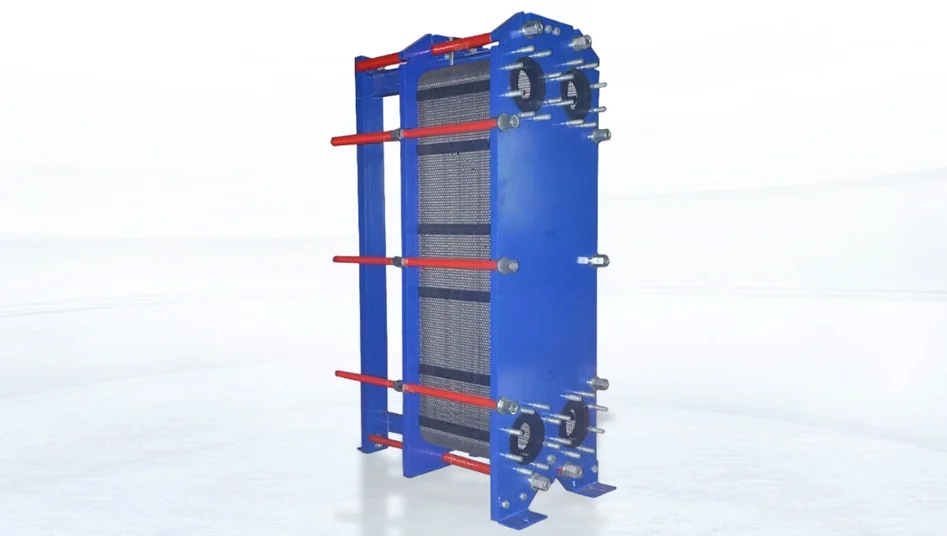
Introduction aux procédés de soudage dans les échangeurs de chaleur à plaques semi-soudées
Échangeurs de chaleur à plaques semi-soudées marquez un mélange intelligent dans la technologie de traitement thermique. Ils diffèrent des types à soudure complète ou à joint simple. Dans ces unités, certaines plaques sont soudées aux ports. Cela crée des voies fortes et sans fuite pour un seul flux de fluide. L'autre flux traverse des voies scellées par des joints. Cette configuration aide beaucoup dans les cas où les fluides sont très mauvais ou épais. Pensez à l'ammoniac dans le refroidissement ou aux acides forts dans le travail chimique. Nous avons géré cela dans de nouvelles équipes avec des gestionnaires de lait de haut niveau. Il a arrêté les mélanges entre les fluides.
La soudure construite dans ces échangeurs rejoint des paires de plaques aux bords et aux points de port. Il utilise des méthodes fraîches. Cela crée des lignes de flux fermes et stables. Ils supportent jusqu'à 25 bar de pression et plus de 150°C de chaleur. Les méthodes habituelles de soudure comprennent le soudage au gaz inerte de tungstène (TIG). Les gens l'appellent aussi soudage à arc de tungstène au gaz (GTAW). Il y a’ soudage laser et brasage à faible chaleur. TIG donne un grand contrôle et soins. Il’ s mieux pour les plaques minces en acier inoxydable. Le soudage laser apporte vitesse et petites zones thermiques. Cette coupe se plie dans de gros lots. Pour nos clients pharmaceutiques, où la propreté est la clé, nous avons ajouté le soudage laser. Il a fait des soudures avec des zones thermiques de moins de 0,5 mm de large. Cela correspond bien aux règles de la FDA.
Le mélange de soudage et de joints distingue les unités semi-soudées. Les soudures verrouillaient des joints étanches et une résistance ferme pour les fluides durs. Les joints en caoutchouc ou en plastique dans les points non soudés vous permettent de démonter, nettoyer et vérifier facilement. Cette fonctionnalité facile à changer a changé le jeu dans nos emplois de nourriture et de boisson. Il réduit le temps de 40% par rapport aux picks à soudure complète. Ces échangeurs relient la facilité de joint avec la résistance à la soudure. Ils économisent de l'argent au fil du temps pour les utilisateurs dans des domaines en évolution rapide.
Le processus de soudage étape par étape

La construction d'un échangeur de chaleur à plaque semi-soudé commence par une préparation étroite. Chaque pièce doit correspondre au travail’ besoins s. Chez Grano, nos démarches correspondent aux besoins du client. Nous utilisons dès le début l'analyse par éléments finis (FEA). Il devine les tensions thermiques dans les constructions spéciales.
Formation de plaques et préparation initiale
Le travail commence par la mise en forme de plaques. L'estampage de haute soin ou la formation à l'eau forme des feuilles minces. Ceux-ci courent de 0,5 à 1,0 mm d'épaisseur. Ils se transforment en motifs ondulés ou d'os de poisson. Ceux-ci stimulent le tourbillon et l'échange de chaleur. La gravure chimique pourrait venir ensuite. Il lisse la sensation de surface. Ce fluide se déplace sans blesser l'ajustement de soudure. Dans un travail de construction en mer tardive, nous avons utilisé des plaques de titane gravées au laser. Ils ont augmenté les taux d'échange de chaleur de 15%. Et ils ont préparé des visages pour des soudures sûres de l'eau.
Les soins du visage sont un must. Les plaques sont nettoyées par ondes sonores. Ils utilisent des nettoyants de base pour couper la graisse. Ensuite, la passivation élimine les couches de rouille, les huiles et les morceaux. Cela arrête les mauvaises taches qui affaiblissent les soudures. Il’ clé dans nos équipes pétrolières et gazières. Là, les résidus de carburant entraînent des risques de saleté.
Exécution de soudage précise
Après la préparation, les plaques sont empilées dans un support pour l'alignement. Cela permet de maintenir les trous de port et les ondes correspondantes dans des limites de 0,1 mm. Le soudage commence sur des plaques jumelées. Il frappe les coutures de bord et les boosts de port. Fils de soudage TIG pour aciers inoxydables. Il utilise une pointe de tungstène non fondue et un gaz de protection argon. Filler ajoute à 0,5-2 kg par heure. Les paramètres tels que la puissance (80-150 A), les volts (10-15 V) et la vitesse (100-200 mm/min) sont réglés. Nous utilisons des boîtes électriques pour cela.
Pour les besoins rapides, le soudage laser se distingue. Il utilise le style keyhole. Cela creuse jusqu'à 2 mm de profondeur à plus de 1 m par minute. Dans un travail de croissance pharmaceutique, nous avons choisi des installations laser à fibre. Ils ont soudé des plaques en alliage SMO 254. Creuser pleinement sans éclaboussures. Le brasage utilise des charges de nickel à 800-1000°C. Il convient aux petits travaux à faible chaleur, comme les systèmes froids.
Refroidissement et traitement post-soudure
Immédiatement après le soudage, refroidissez dans des endroits sans air pour arrêter la rouille. Puis chauffage à 600-800°C pendant 1-2 heures. Cela réduit les tensions gauches qui se fatiguent dans le travail répété. Nous avons appris cela à partir des premiers tests dans notre ligne électrique verte.
Intégration du joint
Avec assemblage de soudures, les joints en EPDM ou Viton s'ajustent dans les rainures coupées. Les presses automatiques le font. Le joint de mélange permet aux ports soudés de prendre de mauvais médias. Les chemins de joint permettent des réparations rapides. Cela est important pour nos partenaires alimentaires qui respectent les règles HACCP.
Cette liste d'étapes, façonnée par les notes des clients au fil du temps, donne des unités avec une NTU supérieure à 4.0 dans de petits espaces. Nous continuons à modifier en fonction de l'utilisation réelle. Par exemple, dans une installation d'usine chimique, nous avons ajouté des contrôles supplémentaires après la formation. Cela a pris de petits virages tôt. Cela a sauvé des heures plus tard. Globalement, le flux se sent stable. Chaque partie est reliée à la suivante sans lacunes.
Choix des matériaux pour des performances de soudage optimales
Picks pour les matériaux définir l'unité’ S longue vie et en forme. Cela semble vrai dans les configurations semi-soudées. Les soudures prennent la chaleur et les chocs chimiques là-bas.
Matériaux de remplissage de plaques et de soudure
Aciers inoxydables comme 304 et 316L règle. Ils luttent contre la rouille et soudent facilement. Leur construction en fer doux coupe les fissures chaudes. Pour les endroits les plus mauvais, les fers super-doux comme SMO 254 ou Hastelloy C-276 donnent des scores de combat de pit supérieurs à 40. Les types de titane brillent dans les travaux d'eau salée et d'eau propre que nous avons fait. Ils apportent un poids léger et des ajustements sûrs pour le corps.
Les charges de soudure correspondent ou battent la résistance du métal de base. Le fil ER316L pour plaques 316L donne une traction supplémentaire (rendement > 250 MPa). Dans le travail au laser, les auto-assemblages fonctionnent, mais les manières de contrôle d'impulsion mélangent pour les tâches exigeantes en métal.
Matériaux d'étanchéité pour l'intégrité scellée
Des joints de soudure arrière avec des caoutchoucs adaptés au travail. L'EPDM s'adapte aux boucles eau/glycol dans la climatisation. Il maintient la chaleur à 150°C. Le NBR prend les huiles dans le refroidissement. Le PTFE gagne dans les tâches chimiques. Le pH est de 0 à 14. Pour un client biotechnologique’ s drogue faire glisser, nous avons choisi Kalrez super-caoutchoucs. Ils durent 5 ans dans de mauvais solvants.
Notre tableau de sélection utilise des informations sur le flux des clients. Il vérifie les règles ASTM. Cette réduction des chances d'échec de 25% dans les courses réelles. Nous testons aussi d'abord les échantillons. Dans une ligne alimentaire, nous avons échangé le NBR contre l'EPDM après les essais. Il a arrêté les gonflements dans la vapeur. Ces mesures maintiennent les choses sûres et durables.
Contrôle et détection de la qualité: Assurer l'excellence de la soudure
La qualité reste au centre de chaque soudure chez Grano. Nos contrôles ISO 9001 dépassent la section VIII de l'ASME pour les engrenages à pression. Nous ajoutons des jumeaux numériques pour deviner la qualité à l'avance.
Essais non destructifs (NDT) pour l'intégrité de la soudure
Les images de rayons X et les outils de contrôle des ondes détectent de grands défauts tels que des trous ou des non-joints jusqu'à 1% de l'épaisseur de la paroi. Dans un nouveau contrôle pour un client de chimie pétrolière, les rayons X complets sur les ports clés n'ont pas montré de mauvais points dans 500 soudures.
Les contrôles de taille avec des outils laser vérifient la longueur des jambes (2-3 mm) et les taches épaisses. Ils correspondent aux limites de plan de ±0,2 mm.
Assurance des fuites et de la métallurgie
Les chasses à fuites d'hélium à 10^-6 mbar·L/s prouvent des étanchéités. Les tests de pression de l'eau à 1,5 fois la charge planifiée agissent comme un vrai travail. Les vues de tranches de métal, nettoyées avec de l'acide oxalique, montrent les configurations de grains et la construction de zones thermiques. Ils vérifient le delta-fer à 5-10% pour la meilleure résistance.
Ces couches de contrôle maintiennent notre taux de premier départ de 99,8%. Il renforce la confiance avec les clients du champ des puces qui n'ont pas besoin d'arrêts.
Nous enregistrons également toutes les données. Pour une course pharmaceutique, nous avons suivi les changements de température pendant les tests. Cela a aidé à repérer un petit tweak d'outil. Maintenant, les fuites baissent encore plus.
Défauts de soudage courants et solutions proactives
Les mauvais endroits peuvent se cacher même dans les endroits surveillés. Voici comment nous les arrêtons.
Porosité : protège l’arc
Les trous d'air humides ou du vent sont combattus par des gardes argon/hélium à deux gaz. Nous observons les points humides sous -40°C. Cuire les charges à 150°C pendant 2 heures d'abord. Cela sèche les types humides.
En un lot, nous avons ajouté des fans pour couper les drafts. Les trous sont tombés de moitié tout de suite.
Distorsion: maîtrise de la gestion de la chaleur
La chaleur croît plie les plaques. Nous nous battons avec des commandes de soudure à pas arrière et des pinces de maintien. Les courbes restent inférieures à 0,5 mm. Les modèles mathématiques guident les ajustements. Comme dans nos emplois de chauffage solaire.
Fusion incomplète : la suprématie de la surface
Les peaux rouillées provoquent un non-joint. Forte nettoyage et brosse travail sûr liens propres. Auto oeil outils drapeau saleté pré-soudure.
Nous réduisons le travail de réorganisation de 60% de cette façon. Les dernières unités des plans passés.
Astuce supplémentaire: Trainez les soudeurs en petits groupes. Il repère rapidement les modèles. Dans une équipe, cela a pris un problème de flux de gaz tôt.
Conclusion : soudage de précision pour des performances maximales
Le travail de soudure dans les échangeurs de chaleur à plaques semi-soudées nécessite un mélange de compétences et de faits. Des soins TIG au laser rapide, tout repose sur de bonnes sélections de matériaux et de montre. Chez Grano, ce savoir-faire s’adapte à votre métier. Il protège la pharma propre ou lisse les aliments sans danger. En les dirigeant, nous aidons les clients à économiser 20-30% sur l'électricité. Le temps moyen entre les échecs dépasse 10 ans dans les mauvais endroits.
Définir à soulever votre échange de chaleur ? Atteindre notre construction équipe pour un chat adapté. Laissez’ Rejoignez la prochaine étape de votre travail.
FAQ (questions fréquentes)
Q: Qu'est-ce qui rend les échangeurs de chaleur à plaques semi-soudées adaptés aux applications corrosives?
R: Leur soudage partiel crée des canaux isolés et robustes pour les fluides agressifs, combinés à une flexibilité étanche pour la maintenance, idéal pour les produits chimiques ou la réfrigération. optimisé pour les clients des secteurs pétrochimique et laitier.
Q: Comment le soudage TIG se compare-t-il au soudage laser dans la production semi-soudée?
R: TIG offre un contrôle supérieur pour les alliages épais mais des vitesses plus lentes; laser excelle en automatisation et distorsion minimale pour les plaques minces. Nous sélectionnons en fonction du volume du projet, comme dans nos lignes pharmaceutiques à grande vitesse favorisant le laser.
Q: Quels tests de qualité sont essentiels après soudage?
R: Les contrôles clés comprennent des rayons X / UT pour les défauts, des essais de pression pour les fuites et une analyse métallographique pour l'intégrité de la microstructure, assurant la conformité aux spécifications ASME et du client pour des performances sans défaillance.





