



In industrial thermal management, the selection of appropriate hardware is a matter of balance between heat transfer effectiveness, hardware robustness, and lifecycle cost. Plate Heat Exchangers can provide very effective heat transfer in a compact format but are restricted to relatively narrow ranges of mechanical tolerance, thus limiting their application. In high-consequence process applications, especially in High-Temperature and High-Pressure, STHEs continue to hold the gold standard position among process heat exchangers. The following analysis considers both the mechanical underpinnings and actual operating experience that explain the dominance of STHEs in severe service applications, based on Grano’s proficiency in the engineering design of thermal processes.
1. Mechanical Integrity and Pressure Containment
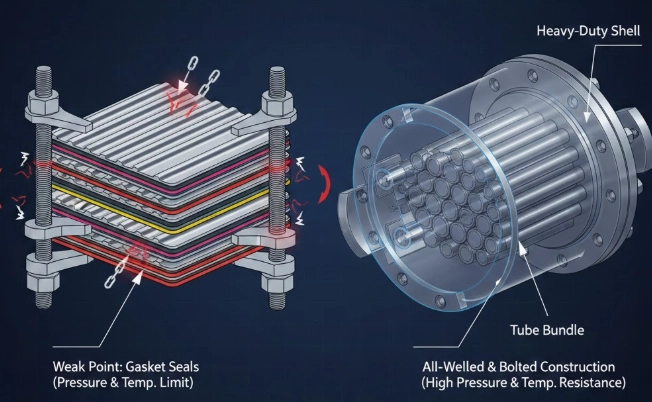
The primary distinction between STHE and PHE designs lies in their response to internal stress. The STHE utilizes a cylindrical geometry, which is inherently superior for pressure vessel design.
- Hoop Stress Distribution:The cylindrical shell and tube geometry allow for uniform distribution of hoop stress, enabling the equipment to withstand internal pressures exceeding 600 Bar—limits unattainable by the rectangular geometry of plate packs, which rely on frame compression.
- Thermal Expansion Management:In high-temperature applications, differential thermal expansion between the shell and the tube bundle is a critical failure mode. STHE designs mitigate this via TEMA-standard configurations. For instance, U-Tube (Type U) and Floating Head (Type S/T) designs allow the tube bundle to expand and contract independently of the shell, eliminating thermal stress concentrations that would otherwise compromise structural integrity. Conversely, PHEs are rigid assemblies where extreme thermal cycling frequently leads to gasket relaxation and leakage.
Comparative Design Parameters:
|
Parameter |
Plate Heat Exchanger (Gasketed) |
|
|
Max Design Pressure |
Typically < 25 Bar (Limited by gasket seal) |
> 600 Bar (Limited by metallurgy/wall thickness) |
|
Max Design Temperature |
< 180°C – 250°C (Polymer gasket limit) |
> 600°C (Material limit) |
|
Resistance to Thermal Shock |
Low (Prone to gasket blowout) |
High (Robust welded construction) |
|
Fluid Compatibility |
Clean, low-viscosity fluids |
High viscosity, fouling, slurry, multiphase |
2. Application-Specific Performance in HTHP Environments
The robustness of the STHE design makes it the requisite choice for specific high-demand process scenarios where PHEs are prone to catastrophic failure.
A. Phase Change and Steam Condensing
Steam applications involve significant changes in specific volume and high latent heat loads. STHEs are designed to accommodate the high velocities and pressure fluctuations associated with steam entry. The impingement plates and robust tube-to-tubesheet joints prevent the erosion and vibration damage that often occur in the thin plates of a PHE. furthermore, STHEs eliminate the risk of gasket failure due to rapid pressure transients (steam hammer).
B. Thermal Oil and Heat Transfer Fluids
In systems utilizing organic heat transfer fluids at temperatures exceeding 300°C, leak prevention is paramount due to fire hazards. Gasketed PHEs rely on elastomers (Viton/EPDM) which degrade rapidly at these temperatures. The all-welded construction or metal-to-metal sealing capabilities of an STHE ensure containment integrity during thermal cycling.
C. High-Viscosity and Fouling Media
From a hydraulic perspective, PHEs rely on narrow channels and high turbulence to achieve efficiency. However, this creates a high susceptibility to plugging when processing viscous fluids or media with particulate content. STHEs offer larger hydraulic diameters (tube side) and customizable baffle pitches (shell side), significantly reducing the fouling factor ($R_f$) and accommodating fluids with high particulate loads without immediate blockage.
3. Maintenance and Reliability: Lifecycle Analysis
Operational Expenditure (OPEX) is heavily influenced by the frequency of maintenance and the complexity of cleaning.
- Fouling Mitigation:STHEs are more tolerant of lower water quality (e.g., cooling tower water with high TDS). The design allows for higher fouling allowances during the sizing phase.
- Serviceability:TEMA designs (such as AES or BEU) facilitate the removal of the tube bundle. This allows for mechanical cleaning of the tube ID (via hydro-blasting or rodding) and the shell side. Unlike PHEs, which require the manual replacement of hundreds of gaskets during overhaul—a labor-intensive and costly process—STHE maintenance is primarily mechanical cleaning and non-destructive testing (NDT).
4. Case Study: Refinery Hydrotreater Retrofit
Context: A petrochemical facility in Southeast Asia experienced repeated failures in a pre-heat train operating at 280°C / 45 Bar. The existing PHE units suffered from gasket extrusion due to pressure spikes.
Engineering Solution: Grano engineered a replacement utilizing TEMA Type BEU (U-Tube) exchangers manufactured from 316L Stainless Steel. The U-tube design eliminated the need for a rear tubesheet or expansion joint, directly addressing the thermal expansion issues.
Operational Outcome:
- Reliability:The unit has achieved 24 months of continuous operation with zero leakage.
- ROI:Maintenance man-hours were reduced by 65%. The elimination of production downtime resulted in a capital payback period of 14 months.
5. Selection and Specification
While Grano acknowledges the utility of PHEs in HVAC and low-severity duties, industrial process safety dictates the use of tubular exchangers for severe service.
Our engineering approach prioritizes ASME Section VIII Div 1 compliance and accurate TEMA designations. We evaluate fluid properties, including corrosivity and viscosity, to select appropriate metallurgies (Duplex, Super Duplex, Titanium) and baffle arrangements. For operations exceeding 200°C or 20 Bar, or involving hazardous media, the Shell and Tube configuration provides the necessary safety factor and mechanical reliability.
FAQ
Q: How is corrosion managed in STHEs compared to PHEs?
A: STHEs offer greater flexibility in material selection. We can utilize clad tubesheets and solid exotic alloy tubes (Titanium, Hastelloy, Inconel) to handle highly corrosive fluids. While PHEs can use exotic plates, the gasket material remains the weak link regarding chemical compatibility.
Q: regarding pressure drop ($\Delta P$), how do the two designs compare?
A: STHEs generally exhibit lower pressure drops due to larger flow areas and linear flow paths through the tubes. PHEs induce high turbulence through corrugated plates, which increases heat transfer but results in a significantly higher pressure drop, increasing pumping power requirements.
Q: What are the threshold criteria for transitioning from PHE to STHE?
A: A transition to STHE is recommended when:
- Design Temperature exceeds 180°C.
- Design Pressure exceeds 25 Bar.
- Fluids contain significant suspended solids (>2mm) or are highly viscous.
- The application involves significant thermal shock or cyclic loading.






