


品質管理で次々と不良品が指摘されるのは、本当にイライラするものです。標準的な定置洗浄サイクルをマニュアル通りに実行し、温度や化学物質濃度の目標値をすべて達成しているにもかかわらず、綿棒検査で微生物の増殖が陽性反応を示すのです。原因はほとんどの場合、加工装置の中に隠れていて、誰の目にも明らかです。
衛生上の問題が繰り返し発生する場合、一般的な機器サプライヤーに頼るだけでは解決しません。食品安全に関するあらゆる知識を持つ、専門の加熱技術メーカーが必要です。 粒 この非常に特殊な分野で際立っている。2015年1月に設立された同社は、取り外し可能なユニット、プレート、衛生ガスケットの製造技術を長年かけて習得してきた。単に箱を売っているのではなく、 包括的なサービス 遠隔技術指導、機械フレーム全体の交換、専門家によるメンテナンスサポートなど、お客様の加工ラインが常に完璧に稼働し続けるようサポートいたします。世界中の加工工場が当社の高強度プレートとFDA準拠材料を信頼する理由については、こちらをご覧ください。 私たちについて そして、ISO9001:2015に準拠した厳格な品質管理プロセスを採用しています。お客様の工場特有の流体力学や衛生上の制約に合わせて完全にカスタマイズされたソリューションを提供します。
致命的な現象:定置洗浄後の微生物による不具合
工場管理者なら誰でも、衛生検査報告書に不合格の判定が出た時の恐怖を知っているだろう。乳製品や果汁加工業界では、最も深刻な問題は、洗浄手順を厳守しても細菌汚染を防げないことだ。配管に高温の苛性ソーダや酸を流し込み、完全に無菌状態になることを期待するが、現実はそうではない。
金属板の裏側では何が起こっているのか
技術者がようやく熱機器を分解すると、醜い真実が明らかになります。洗浄液は、微細な隙間に閉じ込められた有機残留物を実際には洗い流していなかったのです。波板の間に形成される流体チャネルは狭く、曲がりくねっています。何千もの交差する波板の接触点が強力な乱流を生み出し、優れた熱伝達を実現する一方で、流量分布が不均一な場合は潜在的なトラップにもなります。圧力損失が時間とともに徐々に増加する場合は、粒子や破片が流路を塞ぎ、プレートに大量のスケールが付着している明らかな兆候です。カルシウムとマグネシウムが沈殿して硬いスケールになると、その低い熱伝導率がエネルギー効率を著しく低下させます。さらに悪いことに、その粗いスケールは物理的なシールドとして働き、化学消毒剤から細菌コロニーを保護します。
根本的な誤解:ステンレス鋼は十分に衛生的である
調達チームにとって大きな落とし穴となるのは、金属のグレードだけを鵜呑みにすることです。316Lステンレス鋼を指定すれば絶対的な安全性が確保されると考えるのはよくあることですが、これはシール材の深刻な影響や、設計の不十分な波形構造に起因する物理的なデッドゾーンを完全に無視しています。
隠されたガスケットの罠
縁に取り付けられたゴム製シールは、漏れを防ぐだけでなく、金属板間の実際の隙間を決定し、重要な流体通路を形成します。多くの低価格なシステムでは、標準的な工業用ゴムを厚い接着剤で接着して使用しています。時間が経つにつれて、この接着剤は劣化し、ひび割れ、剥がれ落ちます。劣化した接着剤の小さな隙間は、細菌の繁殖に最適な場所となります。液体が届かない場所を消毒することはできません。さらに、システム全体の最高使用温度と圧力の制限は、金属板ではなく、これらのゴム製シールによって実際に制限されます。
素材選びが衛生面での成功を左右する理由を以下に解説します。
| 材質の種類 | 動作温度範囲 | ベストアプリ | 化学的安定性プロファイル |
|---|---|---|---|
| 標準ニトリル(N) | -30℃~120℃ | 一般的なオイルと水の交換 | 酸化性酸や強溶剤に対して弱い |
| 食品用ブチロニトリル(SN) | -30℃~120℃ | 食品グレードの動物性および植物性油 | 優れた耐熱性と耐酸化性 |
| 食品用EPDM(SE) | -54℃~150℃ | 水、蒸気、過熱水 | 酸、アルカリ、ケトン類に対して優れた効果を発揮します。 |
| 食品フッ素(SF) | -29℃~220℃ | 高温滅菌サイクル | 腐食性の高い媒体に対する優れた耐性 |
汚染源の特定:劣悪なゴムとデッドゾーン
監査に不合格となる事態をなくしたいのであれば、材料劣化が発生する正確な箇所を特定する必要があります。見た目にはきれいな機械が危険な汚染源となる主な要因は2つあります。それは、規格に適合しないポリマーからの有害物質の溶出と、流路内での流体の物理的な停滞です。
蒸気滅菌中の毒素溶出
一般的な工業用ゴム配合では、定置滅菌(SIP)工程における極端な熱衝撃に耐えることができません。高温蒸気にさらされると、一般的なポリマーは劣化し、有害な微粒子を食品に溶出させてしまう可能性があります。例えば、一般的なEPDMは水には強いものの、日常の洗浄に使用する特殊な化学洗剤には耐えられない場合があります。高極性物質や過熱蒸気に対応するために特別に設計された食品用EPDMが必要です。不適切なポリマーを使用すると、劣化が急速に進み、最終的には製品汚染につながります。
物理的デッドゾーンにおける流れの停滞
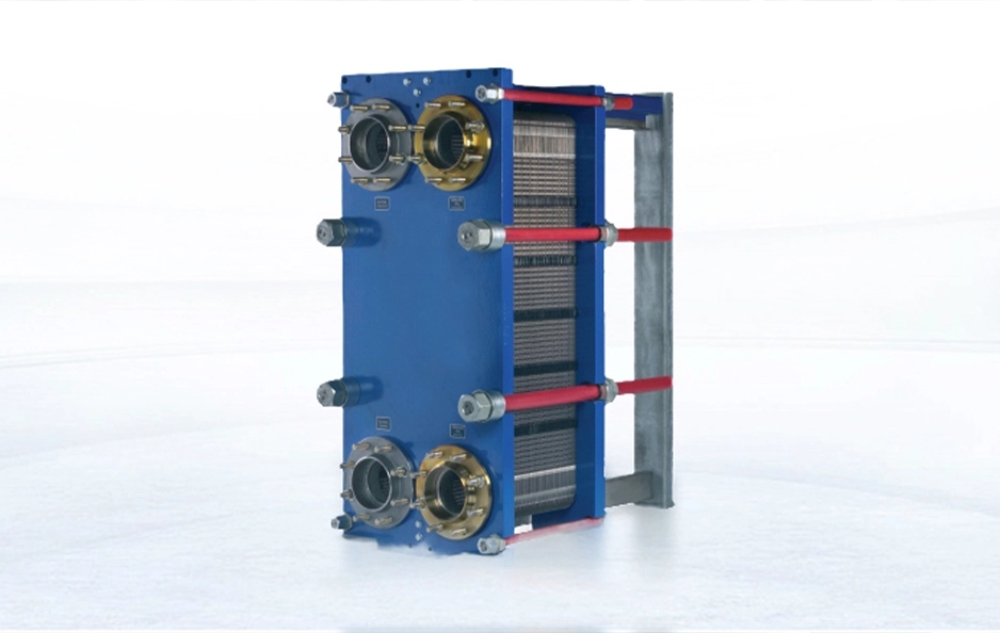
最新の接着剤不要のクリップオン設計がない機器では、液体が端付近で低速の滞留領域を形成します。従来の洗浄速度では、これらの停滞した部分をこすり落とすのに必要なせん断力に達しません。適切に設計された機器にアップグレードすると、 プレート式熱交換器 この構造上の欠陥を解消します。これらの最新ユニットは分解、清掃、修理が非常に簡単なので、メンテナンス担当者は必要に応じて簡単に分解して手動で点検できます。上下の主要なシール面は完全に平坦で滑らかなままなので、微生物が潜むような凹み、気泡、バリなどの欠陥は一切ありません。
衛生基準に準拠した、完全な物理的隔離を実現するソリューション
食品安全において、曖昧さは一切許されません。原料となる流体と、デリケートな最終製品との間には、絶対的な物理的隔離が必要です。規制遵守を実現するには、微生物の蓄積を本質的に阻止するハードウェアを採用することが不可欠です。
食品グレード認証材料を使用
用途に合わせて特別に設計された材料を使用することで、すべてが変わります。食品グレードのEPDMおよびNBRガスケットは、完全に無毒で、熱劣化に対する耐性が非常に高いです。ジュースを加工する工場であれば、食品グレードのEPDMは酸性の強い環境にも完璧に対応します。油分の多い乳製品を加工する場合は、食品グレードのブチロニトリルが動物性脂肪、植物油、脂肪族油に対して優れた耐腐食性を発揮します。使用する媒体に最適なポリマーを選択することで、ゴムの劣化を防ぎ、病原菌の繁殖を抑制できます。
接着剤不要のクリップオン革命
接着剤を完全に排除することで、工場における最大の衛生リスクが解消されます。クリップオン式は、化学接着剤ではなく機械的な固定方式を採用しています。これにより、劣化したり剥がれたりする接着剤による細菌の隠れ場所が完全になくなります。運用面では、日常的なメンテナンス時間を大幅に短縮できます。接着剤でガスケットを貼り付ける場合、歪みや緩みが生じるリスクがあります。最新の非接着剤方式では、作業員は新しいシールをプレートの溝にパチッとはめ込むだけで、歪みは一切発生しません。古い接着剤を削り取る必要も、硬化時間も不要です。
特殊な設計で高粘度問題に対処する
濃厚なヨーグルトや高粘度シロップなどの製品の場合、標準的な狭い波形はすぐに詰まります。広いギャップまたはフリーフロー設計により、これらの粘度の高い液体は過剰な内部圧力を発生させることなく通過できます。デリケートで粘性の高い媒体を加熱し、ラインの後半で強力な冷媒を使用して冷却する必要がある場合は、すぐに検討する必要があります。 半溶接式プレート式熱交換器。 レーザー溶接された流路は、刺激の強い冷却液を安全に封じ込める一方、標準的なガスケット付きの側面は、食品と接触する重要な表面を洗浄するための十分なアクセスを可能にする。
| 組み立て方法 | シール完全性プロファイル | 細菌の潜伏リスク | 定期メンテナンスのターンアラウンド |
|---|---|---|---|
| 伝統的な接着剤 | 硬化中に変形しやすい | 高(接着剤は時間とともに劣化します) | 24時間以上(接着剤の硬化が必要) |
| クリップ式(非粘着式) | 平らで滑らかなフィット感で、ずれがありません。 | 低価格(粘着ポケットなし) | 2~4時間 |
| 半溶接カセット | 冷媒側は完全に密閉されています | 非常に低い | 最小限の介入で済む |
よくある質問
Q1:ミネラルスケールの蓄積が直接的に衛生上の問題を引き起こすのはなぜですか?
A:カルシウム、マグネシウム、炭酸塩は加熱されると分解して硬いスケールになります。このスケールは熱エネルギーを無駄にするだけでなく、その粗く多孔質な表面が物理的な遮蔽物となり、洗浄サイクル中に化学消毒剤から細菌を保護する役割を果たします。
Q2:標準的な工業用ガスケットを強酸性溶液で洗浄しても大丈夫ですか?
A:それはポリマーの種類によって大きく異なります。例えば、ニトリルゴムは酸化性酸や強力な溶剤に耐性がありません。不適切な洗浄剤を使用すると、シールがすぐに破損し、中程度の混合や深刻な汚染につながります。
Q3:機器内の圧力降下が急激に増加する原因は何ですか?
A:圧力損失が増加するということは、通常、媒体が汚れているか、粒子が多すぎることを意味し、その結果、内部の流路が詰まり、金属板にスケールが大量に付着します。
Q4:金属を傷つけずに、古い接着剤で固定されたゴムストリップを適切に取り外すにはどうすればよいですか?
A:金属に傷がつかないよう、鋭利な金属工具は使用しないでください。液体窒素による急冷法を用いることで、ゴムストリップを安全に凍結・変形させ、きれいに剥がすことができます。これにより、シーリング溝に残った接着剤をきれいに取り除くことができます。
Q5:衛生面において、プレートの正確な設置方向がなぜそれほど重要なのでしょうか?
A:ヘリンボーン型熱交換プレートはAタイプとBタイプに分かれており、組み立て時には必ず交差させて配置する必要があります。正しく設置しないと流体の乱流が阻害され、低速のデッドゾーンが発生し、そこに食品残渣が滞留して細菌が急速に増殖します。



