

শিল্পক্ষেত্রে তাপ নিয়ন্ত্রণের ক্ষেত্রে, প্লেট তাপ বিনিময়কারী (PHE) ভালো পারফরম্যান্সের একটি চমৎকার উদাহরণ হিসেবে দাঁড়িয়ে আছে। এটি আকারে ছোট, এর তাপ সঞ্চালনের হার বেশি এবং এর রক্ষণাবেক্ষণ সহজ। কিন্তু এমনকি সবচেয়ে শক্তিশালী সেটআপগুলোও একটি নীরব, এবং কখনও কখনও গুরুতর সমস্যার সম্মুখীন হতে পারে: অভ্যন্তরীণ ফুটোযাকে অনেকে ক্রস-কন্টামিনেশনও বলে থাকেন।
বাইরের লিকেজ তরলের ফোঁটা হিসেবে সাথে সাথেই দেখা যায়, কিন্তু অভ্যন্তরীণ লিকেজ ঘটে যখন উষ্ণ এবং শীতল তরলের মাঝের দেয়ালটি ভেঙে যায়, ফলে তারা একে অপরের সাথে মিশে যায়। এই মিশ্রণের ফলে দূষিত আউটপুট, জলের অস্বাভাবিক বৈশিষ্ট্য এবং যন্ত্রপাতির বড় ধরনের ক্ষতি হতে পারে। গ্রানোতে, যেখানে আমরা ২০১৫ সালের জানুয়ারি থেকে পিএইচই (PHE) তৈরি, বিক্রি এবং মেরামত করে আসছি, আমরা মনে করি যে এই নীরব বিপদের মূল কারণগুলো জানাটাই সবকিছুকে স্থিরভাবে সচল রাখার জন্য প্রথম এবং প্রধান পদক্ষেপ। আমাদের দল বছরের পর বছর ধরে এমন অনেক ঘটনা দেখেছে, এবং আমরা সবসময় জোর দিয়ে বলি যে ভবিষ্যতে এই সমস্যাগুলো এড়ানোর জন্য শুধু একটি অংশ নয়, বরং পুরো সিস্টেমটি খতিয়ে দেখা কতটা গুরুত্বপূর্ণ।
১. গ্যাসকেট ‘বলির পাঁঠা’ ভ্রান্তি
যখন আপনি ক্রস-কন্টামিনেশন লক্ষ্য করেন, যা হতে পারে পিএইচ (pH) বা রঙের আকস্মিক পরিবর্তন, অথবা এক্সচেঞ্জারের উভয় পাশের চাপের ওঠানামার কারণে, তখন মেরামতকারী দলগুলো প্রায়শই দ্রুত সিলিং গ্যাসকেটের দিকে আঙুল তোলে। এই প্রতিক্রিয়াটি প্রথমে যৌক্তিক মনে হয়, কারণ গ্যাসকেটই হলো সুস্পষ্ট সিল, কিন্তু আরও গভীরে গেলে দেখা যায় যে ব্যাপারটা সবসময় এমন হয় না।
তবে, ভালো পিএইচই-তে একটি স্মার্ট সুরক্ষা বৈশিষ্ট্য থাকে। গ্যাসকেটগুলো সাধারণত এর সাথে থাকে। দ্বৈত-সিল সুরক্ষা এবং লিকেজ সিগন্যাল খাঁজযদি কোনো গ্যাসকেট নষ্ট হয়ে যায়, তাহলে তরল পদার্থ এই পথগুলো দিয়ে গিয়ারের বাইরে চলে আসে, ফলে তা ভেতরে মিশে না গিয়ে বাইরে লিক হিসেবে দেখা যায়। এই নকশাটি সমস্যা দ্রুত শনাক্ত করতে এবং পরিস্থিতি আরও খারাপ হওয়া থেকে রক্ষা করতে সাহায্য করে।
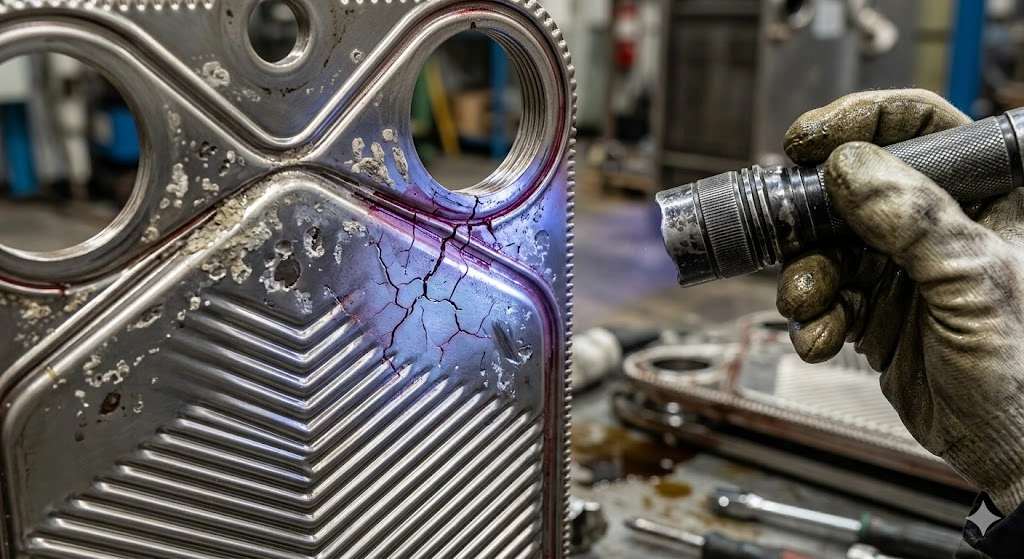
প্রকৃত অভ্যন্তরীণ লিকেজ খুব কমই গ্যাসকেটের সমস্যার কারণে হয়। বেশিরভাগ ক্ষেত্রেই, এর কারণ হলো ধাতব প্লেটগুলোর নিজস্ব ত্রুটি। যখন ০.৪ মিমি থেকে ০.৬ মিমি পুরু এই পাতলা ধাতব পাতগুলো ক্ষতিগ্রস্ত হয়, তখন দুটি তরলের মধ্যেকার পৃথকীকরণ নষ্ট হয়ে যায়। সময়ের সাথে সাথে, ছোট ছোট সমস্যাগুলো জমা হতে থাকে, এবং দ্রুত সমাধান না করা হলে তা বড় ধরনের ত্রুটির কারণ হয়ে দাঁড়ায়।
২. প্লেট ছিদ্রকরণের তিনটি মূল প্রক্রিয়া
দীর্ঘমেয়াদে এটি বন্ধ করার জন্য ধাতব পাত কেন ভেঙে যায় তা বের করা অত্যন্ত জরুরি। প্রচুর গবেষণা এবং মাঠপর্যায়ের কাজের মাধ্যমে, শস্য প্লেটে ছিদ্র হওয়ার তিনটি প্রধান কারণ খুঁজে পাওয়া গেছে: বাস্তব সেটআপে এই কারণগুলো প্রায়শই একসাথে কাজ করে, তাই সবগুলো পরীক্ষা করলে সমস্যার মূল কারণ কার্যকরভাবে খুঁজে বের করতে সাহায্য হয়।
রাসায়নিক ক্ষয়: নীরব ধ্বংসকারী
316L স্টেইনলেস স্টিলের মতো শক্তিশালী উপাদানেরও সীমাবদ্ধতা রয়েছে। গরম পরিবেশে বা প্রচুর ক্লোরাইড আয়নের উপস্থিতিতে ধাতুটিতে পিটিং এবং ক্রেভিস করোশন হতে পারে। এই ধরনের ক্ষতি প্রথমে অল্প পরিমাণে শুরু হলেও পরিস্থিতি একই থাকলে তা বাড়তে থাকে এবং অবশেষে এমন ছিদ্রের সৃষ্টি করে যা পুরো কার্যক্রমকে প্রভাবিত করে।
আঁশ জমা হওয়া: যদি আপনি পানির গুণমান ভালোভাবে নিয়ন্ত্রণ না করেন (যেমন পানি নরম করা বাদ দিয়ে), তাহলে ক্যালসিয়াম এবং ম্যাগনেসিয়াম কার্বনেট প্লেটগুলোর উপর শক্ত স্তর তৈরি করে। এই স্তরগুলো ‘আন্ডার-ডিপোজিট করোশন’ বা অন্তঃস্তরীয় ক্ষয়কে ত্বরান্বিত করে, যার ফলে স্থানীয়ভাবে ব্যাটারির মতো দাগ তৈরি হয় যা সময়ের সাথে সাথে ধাতুকে ক্ষয় করে ফেলে। নিয়মিত পরীক্ষা এবং পরিষ্কার করার মাধ্যমে এই স্তর জমা হওয়াকে গুরুতর ক্ষতি থেকে প্রতিরোধ করা যায়।
উপাদান নির্বাচন: তরল পদার্থের জন্য ভুল জিনিস বেছে নিলে, যেমন লবণাক্ত সমুদ্রের জলের জন্য সাধারণ স্টেইনলেস স্টিল ব্যবহার করলে, তা দ্রুত নষ্ট হয়ে যায়। অকাল ব্যর্থতা এবং ভবিষ্যতে অতিরিক্ত খরচ এড়াতে সর্বদা কাজের সাথে সামঞ্জস্যপূর্ণ উপাদান ব্যবহার করুন।
ক্লান্তিজনিত ফাটল: অস্থিতিশীলতার চাপ
পিএইচই-কে প্রায়শই পরিবর্তনশীল কাজের পরিস্থিতির সম্মুখীন হতে হয়। বারবার চালু ও বন্ধ হওয়া, পাম্পের ঝাঁকুনি, বা দ্রুত ‘ওয়াটার হ্যামার’-এর আঘাতের কারণে চাপ ওঠানামা করে।
যান্ত্রিক চাপএই পরিবর্তনগুলোর ফলে পাতগুলো ঢেউখেলানো মিলনস্থলগুলোতে বেঁকে যায়। এই ধরনের বারবার বাঁকানোর ফলে উপাদানটি ধীরে ধীরে কিন্তু নিশ্চিতভাবে ক্ষয়প্রাপ্ত হয়।
ক্ষুদ্র ফাটল: কিছুক্ষণ পর, এই ক্রমাগত চাপের ফলে সাধারণত প্লেটের ঢেউয়ের গোড়ায় বা প্রবেশপথের ছিদ্রগুলোর কাছে ফাটল সৃষ্টি হয় এবং অবশেষে উচ্চ-চাপের তরল নিম্ন-চাপের অঞ্চলে প্রবেশ করে। কম্পন পর্যবেক্ষণ এবং মসৃণকরণ কার্যক্রমের মাধ্যমে এই ঝুঁকিগুলো অনেকটাই কমানো যায়।
শারীরিক ক্ষতি: অনুপযুক্ত রক্ষণাবেক্ষণের খরচ
কখনো কখনো রক্ষণাবেক্ষণের কাজ থেকেই বিপদের সৃষ্টি হয়। নাড়াচাড়ার সময় করা সাধারণ ভুল পরবর্তীতে বড় ধরনের সমস্যার কারণ হতে পারে।
আক্রমণাত্মক পরিচ্ছন্নতা: স্টিলের ব্রাশের মতো সরঞ্জাম বা ভুলভাবে উচ্চচাপের জল ব্যবহার করলে ধাতব পৃষ্ঠের সুরক্ষা স্তরে দাগ পড়তে পারে। পৃষ্ঠটিকে অক্ষত রাখতে এবং ক্ষয় সৃষ্টিকারী আঁচড় থেকে মুক্ত রাখতে মৃদু পদ্ধতি অবলম্বন করুন।
যান্ত্রিক ক্ষতি: খোলার বা লাগানোর সময়, যদি প্লেটগুলো ভুলভাবে ঝুলে থাকে বা বোল্টগুলো অসমানভাবে টাইট করা হয়, তাহলে প্লেটগুলো স্থায়ীভাবে বেঁকে যেতে পারে বা ফেটে যেতে পারে। এই কাজগুলো করার সময় সতর্কতা অবলম্বন করলে, অতিরিক্ত মেরামত ছাড়াই সরঞ্জামটি বেশিদিন টিকবে।
৩. ডেটা ইনসাইটস: উপাদান এবং গ্যাসকেটের সামঞ্জস্য
অভ্যন্তরীণ লিকেজ প্রতিরোধের সর্বোত্তম উপায় হলো সঠিক যন্ত্রাংশ নির্বাচন করা। গ্রানো শিল্পক্ষেত্রে নির্দিষ্ট কার্যক্ষমতার জন্য তৈরি বিভিন্ন ধরণের উপকরণ এবং গ্যাসকেট সরবরাহ করে। আমরা পরীক্ষা থেকে প্রাপ্ত বাস্তব তথ্য এবং ব্যবহারকারীদের মতামতের উপর ভিত্তি করে আমাদের পণ্য নির্বাচন করি, যাতে এগুলি সঠিকভাবে ফিট হয়।
সাধারণ গ্যাসকেট উপকরণগুলির কার্যক্ষমতার বৈশিষ্ট্য: এই বৈশিষ্ট্যগুলো আপনাকে আপনার প্রয়োজন অনুযায়ী, যেমন তাপমাত্রা বা তরলের ধরন, নির্বাচন করতে সাহায্য করে, যাতে অমিলের কারণে সৃষ্ট ছিদ্র এড়ানো যায়।
এনবিআর (নাইট্রাইল রাবার): তেল-জল পরিবর্তনের জন্য এটি ভালোভাবে কাজ করে; -৩০°C থেকে ১২০°C পর্যন্ত তাপমাত্রায় চলে। তেল-সম্পর্কিত অনেক সাধারণ কাজের জন্য এটি একটি নির্ভরযোগ্য পছন্দ।
ইপিডিএম (ইথিলিন প্রোপিলিন ডাইন মনোমার): পানি, বাষ্প এবং হালকা রাসায়নিক পদার্থের জন্য চমৎকার; -৫৪°C থেকে ১৫০°C পর্যন্ত কাজ করে। এই উপাদানটি ভেজা পরিবেশে সহজে নষ্ট না হয়ে ভালোভাবে টিকে থাকে।
উচ্চ-তাপমাত্রার ইপিডিএম: কঠিন বাষ্পীয় কাজের জন্য এটি ১৭০° সেলসিয়াস পর্যন্ত উত্তপ্ত হয়। যেখানে তাপ তার ক্ষমতার শেষ সীমায় পৌঁছে যায়, সেখানে এটি অতিরিক্ত স্থায়িত্ব প্রদান করে।
ফ্লুরিন রাবার (ভিটন): অ্যাসিড, ক্ষার এবং তেলের বিরুদ্ধে এটি বেশ ভালোভাবে কাজ করে; ২২০°C (সাধারণ) বা ৩০০°C (উত্তপ্ত সংস্করণ) পর্যন্ত তাপমাত্রা সহ্য করতে পারে। এটি এমন কঠিন রাসায়নিক কাজের জন্য আদর্শ, যেখানে অন্যান্য বিকল্প ব্যর্থ হয়।
সিলিকন রাবার: -১০০°C থেকে ২৩০°C পর্যন্ত তাপমাত্রার ব্যাপক পরিবর্তনের জন্য এটি সেরা। যেসব জায়গায় তাপমাত্রার প্রচণ্ড পরিবর্তন হয়, সেখানে এটি বিশেষভাবে কার্যকর।
প্লেটের উপাদান নির্বাচন ও প্রয়োগ: দীর্ঘস্থায়ী কার্যকারিতার জন্য, বিশেষ করে কঠিন জায়গায়, সঠিক প্লেট উপাদান নির্বাচন করা অত্যন্ত গুরুত্বপূর্ণ।
স্টেইনলেস স্টিল (304/316L): হিটিং, এইচভিএসি এবং সাধারণ রাসায়নিক কাজের জন্য এটি একটি মৌলিক পছন্দ। অতিরিক্ত চাহিদা ছাড়া দৈনন্দিন ব্যবহারে এটি ভালোভাবে কাজ করে।
টাইটানিয়াম / টাইটানিয়াম সংকর ধাতু: প্রচুর মরিচা পড়া স্থান, যেমন সমুদ্রের পানি দিয়ে পরিষ্কারের কাজ বা সমুদ্র-ভিত্তিক প্ল্যাটফর্মের জন্য এটি প্রয়োজন। লবণাক্ত বা রাসায়নিক-ভারী স্রোতে এই উপাদানগুলো ক্ষয় অনেক ভালোভাবে প্রতিরোধ করে।
কার্বন ইস্পাত / তামা: বিশেষ শীতলীকরণ বা টিউব-ও-শেল সংক্রান্ত কাজে ব্যবহৃত হয়। এগুলো এমন কিছু নির্দিষ্ট ব্যবস্থার জন্য উপযুক্ত, যেখানে অন্য ধাতুগুলো কাজে আসে না।
৪. গ্রানোর সমস্যা সমাধান ও প্রতিকারের সুপারিশসমূহ
আপনার যদি মনে হয় অভ্যন্তরীণ লিকেজ হচ্ছে, তবে তা খুঁজে বের করে সমাধান করার জন্য গ্রানো একটি ধাপে ধাপে পদ্ধতি বাতলে দিয়েছেন: এই পদ্ধতিটি সরাসরি আসল সমস্যাটিকে চিহ্নিত করার মাধ্যমে সময় ও অর্থ সাশ্রয় করে।
ধাপ ১: তাৎক্ষণিক রোগ নির্ণয়
পানির গুণমান পরীক্ষাব্যাকআপ লাইনে ক্লোরাইডের পরিমাণ বা পিএইচ-এর পরিবর্তন লক্ষ্য করুন। এই পরীক্ষাগুলো যন্ত্রাংশ না খুলেই দ্রুত সূত্র দেয়।
চাপ পর্যবেক্ষণ: লক্ষ্য করুন লো সাইডের চাপ বেড়ে হাই সাইডের স্তরের সমান হয় কিনা। গেজের মতো সরঞ্জাম ব্যবহার করুন। সাহায্য এটা শুরুতেই লক্ষ্য করুন।
ধাপ ২: সঠিক পরিদর্শন (পিটি টেস্টিং)
ইউনিটটি খোলার পর, শুধু দেখেই ক্ষুদ্র ফাটলগুলো খুঁজে পাওয়া যায় না। ছিদ্রযুক্ত প্লেট শনাক্ত করতে আমরা পেনিট্র্যান্ট টেস্টিং (পিটি) বা লাইট-পাস পদ্ধতি ব্যবহার করি। এই কৌশলগুলো এমন সব সমস্যা প্রকাশ করে যা খালি চোখে চোখে পড়ে না, ফলে মেরামত আরও নিখুঁত হয়।
ধাপ ৩: পেশাদার রক্ষণাবেক্ষণ এবং আপগ্রেডিং
সঠিক প্রতিস্থাপন: শুধু ভাঙা প্লেটগুলো বদলান, অথবা মরিচাই যদি মূল সমস্যা হয়, তবে পুরো প্যাকটিকে টাইটানিয়াম (টাইটান) বা হ্যাসটেলয়ের মতো আরও মজবুত উপাদানে আপগ্রেড করুন। এভাবে আপগ্রেড করলে একই ঘটনার পুনরাবৃত্তি রোধ হয় এবং সামগ্রিক নির্ভরযোগ্যতা বাড়ে।
রাসায়নিক পরিষ্কারকরণ: বলপ্রয়োগের ক্ষতি ছাড়াই প্লেট পরিষ্কার করার জন্য আমরা একটি সুস্পষ্ট ৬-ধাপের রাসায়নিক অপসারণ প্রক্রিয়া (ধোয়া, অ্যাসিডে ভেজানো, ডায়নামিক সার্কুলেশন, ক্ষারীয় প্রশমন, জল দিয়ে ধোয়া এবং রেকর্ডিং) অনুসরণ করি। পৃষ্ঠতলগুলোকে নিরাপদে পুনরুদ্ধার করার জন্য প্রতিটি ধাপ পূর্ববর্তী ধাপের উপর ভিত্তি করে কাজ করে।
সফটওয়্যার-চালিত ডিজাইন: আমাদের নিজেদের সাথে তাপ বিনিময়কারী স্ট্রাকচার ডিজাইন সফটওয়্যার ভি১.০-এর মাধ্যমে আমরা পুনরায় যাচাই করি যে আপনার প্লেট সেটআপটি আপনার বাস্তব কাজের চাপের সাথে সামঞ্জস্যপূর্ণ কিনা। এই টুলটি দীর্ঘস্থায়ী সমাধান কাস্টমাইজ করতে সাহায্য করে।
৫. বৈশ্বিক ঘটনা পর্যালোচনা: নির্ভরযোগ্যতা প্রমাণ
ক্রস-কন্টামিনেশন এবং পারফরম্যান্স সমস্যা সমাধানে গ্রানোর দক্ষতা বিশ্বজুড়ে দেখা যায়: এই বাস্তব উদাহরণগুলো তুলে ধরে যে, আমাদের পদ্ধতিগুলো কীভাবে বিভিন্ন স্থান ও পরিস্থিতিতে কার্যকর।
মুম্বাই শিল্প পার্ক, ভারত (২০১৯)আমরা বেশ কয়েকটি কুলিং ইউনিটের জন্য মজবুত প্লেট এবং হট গ্যাসকেট সরবরাহ করেছি। ভারতের বৈচিত্র্যময় আবহাওয়ায় এই যন্ত্রাংশগুলো বছরের পর বছর ধরে অবিচলভাবে চলেছে, যার ফলে দশটিরও বেশি অতিরিক্ত ইউনিটের সাথে কাজ চলমান রয়েছে। পার্কের ব্যবস্থাপকরা কার্যক্ষমতার সময়ে বড় ধরনের উন্নতি এবং মেরামতের প্রয়োজনীয়তা হ্রাসের বিষয়টি লক্ষ্য করেছেন।
খাদ্য প্রক্রিয়াকরণ কারখানা, ইতালিএকজন গ্রাহকের তার জুস পরিশোধন ব্যবস্থার জন্য একই রকম যন্ত্রাংশের প্রয়োজন ছিল। আমরা নিখুঁত মাপের আলফা লাভাল প্লেট এবং খাদ্য-নিরাপদ গ্যাসকেট সরবরাহ করেছি, যা নিশ্চিত করেছে যে যন্ত্রাংশগুলো একে অপরের সাথে পুরোপুরি মিলে যায় এবং মিশে যাওয়ার কোনো ঝুঁকি নেই, পাশাপাশি খরচও অনেক কমিয়েছে। এই পরিবর্তনের ঠিক পরেই কারখানাটিতে পণ্যের গুণগত মান উন্নত হতে দেখা যায়।
সমুদ্রের পানি লবণমুক্তকরণ কেন্দ্র, সৌদি আরব: মারাত্মক মরিচা এবং সিলের ভাঙনের সমস্যা মোকাবিলা করতে, গ্রানো ঘটনাস্থলে বিশেষজ্ঞদের পাঠিয়ে পরিষ্কার করে এবং সাধারণ প্লেটের বদলে টাইটানিয়াম অ্যালয় স্থাপন করে, যা লবণাক্ত পরিবেশে কুলিং সিস্টেমের কার্যকারিতা ফিরিয়ে আনে। এই আপগ্রেডগুলো লিকেজ বন্ধ করে এবং কোনো সমস্যা ছাড়াই কয়েক মাস ধরে প্রবাহ উন্নত করে।
প্রায়শই জিজ্ঞাসিত প্রশ্নাবলী
প্রশ্ন: আমার প্লেট হিট এক্সচেঞ্জারটি না খুলেই কীভাবে বুঝব যে এর ভেতরে লিকেজ হচ্ছে?
এ: সাধারণ লক্ষণগুলো হলো ‘প্রেশার ম্যাচ’, যেখানে উভয় লাইনের পানির স্তর ভারসাম্যপূর্ণ হতে শুরু করে, অথবা পানির বৈশিষ্ট্যে পরিবর্তন (যেমন পানিতে তেল দেখা যাওয়া বা টেস্ট মার্কার ভুল জায়গায় থাকা)। প্রেশার লসের দিকে নজর রাখাও গুরুত্বপূর্ণ; লসের ধীর বৃদ্ধি জমাট বাঁধার ইঙ্গিত দিতে পারে, যা পরবর্তীতে ছিদ্রের কারণ হতে পারে। নিয়মিত পর্যবেক্ষণের মাধ্যমে এগুলো আগেভাগেই শনাক্ত করা যায় এবং ডাউনটাইম বাঁচানো যায়।
ছিদ্রযুক্ত পাত কি ঝালাই করে মেরামত করা যায়?
এ: বেশিরভাগ ক্ষেত্রে, না। যেহেতু হিট এক্সচেঞ্জার প্লেটগুলো খুব পাতলা (০.৪মিমি-০.৬মিমি), তাই ওয়েল্ডিং করলে এতে নতুন দুর্বল স্থান তৈরি হয় এবং প্লেটের গঠন ও তাপ প্রবাহ নষ্ট হয়ে যায়। সবচেয়ে ভালো এবং সস্তা সমাধান হলো প্লেট গ্রুপটি পরীক্ষা করে খারাপ প্লেটগুলো খুঁজে বের করা এবং সেগুলোকে নতুন, একই রকম গ্রানো প্লেট দিয়ে বদলে দেওয়া। এতে কোনো ঝুঁকি ছাড়াই সবকিছু নতুনের মতো কাজ করতে থাকে।
প্রশ্ন: গ্রানো কেন নির্দিষ্ট কিছু প্রয়োগের জন্য স্টেইনলেস স্টিলের পরিবর্তে টাইটানিয়াম প্লেট ব্যবহারের পরামর্শ দেয়?
এ: স্টেইনলেস স্টিল সুবিধাজনক হলেও, সমুদ্রের পানির মতো উচ্চ-ক্লোরাইডযুক্ত স্থানে এতে ক্ষয় ধরে এবং এটি দ্রুত নষ্ট হয়ে যায়। টাইটানিয়াম মরিচার বিরুদ্ধে অনেক ভালো সুরক্ষা দেয়, যা কঠিন শিল্প বা সামুদ্রিক পরিবেশে অভ্যন্তরীণ ছিদ্রের নীরব বিপদ দূর করে এবং আপনার সম্পূর্ণ উৎপাদন শৃঙ্খলকে সুরক্ষিত রাখে। এটি ব্যবহার শুরু করলে প্রায়শই দীর্ঘস্থায়ীত্ব এবং কম ঝামেলার সুবিধা পাওয়া যায়।



