

В морской технике пластинчатые теплообменники (ПЛТ) вытеснили кожухотрубные конструкции в большинстве систем охлаждения благодаря высоким коэффициентам теплопередачи (коэффициентам теплопередачи U) и компактным размерам. Однако рабочие параметры морской среды — в частности, высокохлоридная морская вода в качестве охлаждающей жидкости, постоянная механическая вибрация и пространственные ограничения — предъявляют жесткие требования к выбору материалов и режимам технического обслуживания.

Для инженеров по надежности и судовых инспекторов обеспечение долговечности пластинчатого теплообменника — это не просто вопрос установки, а требует соблюдения строгих стандартов трибологического и термодинамического технического обслуживания. В этом техническом обзоре изложены основные виды отказов и стратегии их предотвращения. Зерно морские теплообменники.
1. Диапазон оперативных возможностей морских операций
В отличие от стационарных наземных установок, морские системы охлаждения работают в условиях динамических нагрузок, которые ускоряют износ компонентов.
- Электрохимическая коррозия:Морская вода действует как электролит с высокой проводимостью. Неправильный выбор материала приводит к быстрому образованию точечных и щелевых повреждений, особенно в застойных зонах или под отложениями.
- Механическая усталость:Вибрации корпуса и гармоники двигателя передают динамические нагрузки на раму пластинчатого теплообменника. Это может привести к ослаблению натяжных болтов и отклонению от критического «размера А» (длина сжатия пакета пластин).
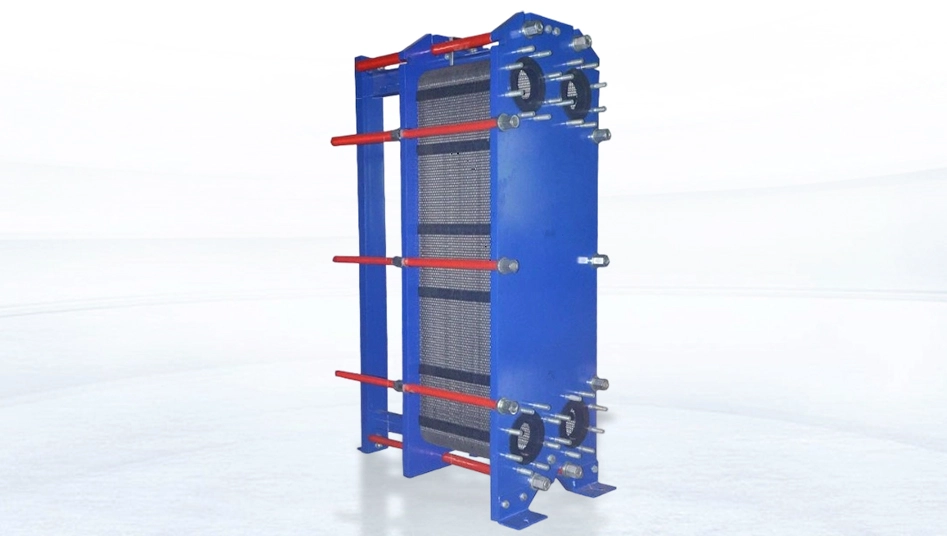
- Объемные ограничения:Необходимость высокой плотности теплопередачи в машинных отделениях требует пластинчатый теплообменник Конструкции теплообменников (PHE), которые максимизируют эффективную площадь теплопередачи (A_eff) относительно физического объема.
2. Основные области применения в морской отрасли
Установки Grano PHE обычно интегрируются в следующие подсистемы:
- Система водяного охлаждения рубашечной водой:Отвод высокотемпературного тепла от главных двигателей и генераторных установок.
- Центральные системы охлаждения:Соединение контуров пресной воды (низко- и высоковольтных контуров) с неочищенной морской водой.
- Охлаждение смазочным маслом:Стабилизация вязкости для главной силовой установки и вспомогательных машин.
3. Виды отказов и анализ
Полевые данные и трибологические исследования указывают на три основных типа отказов морских пластинчатых теплообменников:
А. Биологическое обрастание и осаждение частиц
Обрастание морскими организмами (морские ракушки, мидии) и заиливание уменьшают свободный объем канала. Хотя инженерные запасы прочности рассчитываются на этапе проектирования, обрастание может снизить общий коэффициент теплопередачи до 50% в течение первого года эксплуатации, если его не устранить.
Последствие: Увеличение перепада давления (ΔP) на установке и снижение теплового КПД.
Б. Эрозионно-коррозионное воздействие и разрушение прокладок
Высокие скорости потока жидкости, особенно при переносе взвешенных твердых частиц, вызывают эрозионно-коррозионное воздействие на поверхности пластин. Кроме того, изменение химического состава морской воды и температурные колебания ускоряют старение (затвердевание/охрупчивание) эластомерных прокладок.
Последствие: Перекрестное загрязнение жидкостей или внешняя утечка.
C. Ослабление целостности конструкции из-за вибрации.
Постоянная вибрация приводит к ослаблению болтов. Если момент затяжки уменьшается, пакет пластин расширяется за пределы заданного размера А, что ухудшает герметичность прокладки.
4. Выбор материалов: металлургия и стоимость жизненного цикла.
Выбор материала пластины является наиболее важным фактором в предотвращении катастрофических разрушений.
|
Параметр |
Нержавеющая сталь (316L) |
Титан (Grano Standard) |
|
Эквивалентное число сопротивления питтинговой коррозии (PREN) |
Умеренная степень коррозии (подвержена щелевой коррозии в теплой морской воде). |
Отличное качество (практически не подвержен коррозии в морской воде). |
|
Предельные значения максимальной скорости потока |
~2,5 м/с |
> 25 м/с (высокая эрозионная стойкость) |
|
Ожидаемый срок службы |
3–5 лет |
Более 20 лет |
|
Профиль технического обслуживания |
Высокий (частая замена) |
Низкий уровень (сосредоточьтесь только на прокладках) |
Техническая заметка: Хотя титан сопряжен с более высокими капитальными затратами, устранение отказов, связанных с коррозией, приводит к значительному снижению эксплуатационных расходов на протяжении всего срока службы судна.
5. Протоколы технического обслуживания
Для поддержания проектных характеристик необходимо соблюдать следующие протоколы технического обслуживания:
Фильтрация и предварительная обработка
Наличие эффективных фильтров и сетчатых фильтров на входе морской воды является обязательным. Мониторинг перепада давления (ΔP) служит основным индикатором для определения необходимости обратной промывки или очистки.
Соответствие техническим требованиям к размерам А.
Затяжку пакета пластин необходимо производить в соответствии с конкретными требованиями. А-измерение (расстояние между прижимной пластиной и пластиной рамы), без указания конкретного значения крутящего момента.
Процедура: Для обеспечения параллельности следует проводить замеры в нескольких точках по всей раме. Направляющие планки следует смазывать высококачественной смазкой для облегчения перемещения пластины во время разборки.
Управление скоростью потока жидкости
Расходы должны быть сбалансированы. Для создания турбулентного потока (минимизирующего загрязнение/образование накипи) необходима достаточная скорость, но чрезмерная скорость увеличивает риск эрозии, особенно в титановых установках, где касательное напряжение на стенках менее важно, чем в стальных, хотя энергоэффективность насоса все еще остается фактором.
6. Пример из практики: Модернизация контейнеровоза вместимостью 5000 TEU.
Сценарий: Сработала сигнализация о высокой температуре главного двигателя.
Диагноз: Существующие теплообменники демонстрировали сильное макрозагрязнение и образование накипи. Расход воды снизился с 1500 галлонов в минуту до 400 галлонов в минуту из-за засорения каналов.
Вмешательство: Модернизация с помощью Grano Титановые пластины с использованием рисунка гофрирования «Шоколад» с высоким значением тета.
Технический результат: Специфический рисунок гофрирования привел к увеличению касательного напряжения на стенках, что снизило прилипание загрязнений. Эффективность теплопередачи увеличилась в четыре раза. Обслуживание Интервалы между процедурами очистки на месте (CIP) или механической очистки были увеличены с 6 до 24 месяцев.
Часто задаваемые вопросы
В: Какой рекомендуемый интервал для процедур очистки оборудования на месте (CIP)?
А: Интервалы между очисткой на месте (CIP) должны определяться исходя из состояния оборудования, а не по календарю. Очистку на месте (CIP) следует начинать, когда перепад давления (ΔP) увеличивается на 10–15 % или разница температур на входе (ΔT) отклоняется на 2–5 °C от установленных базовых значений. В морских условиях это состояние обычно достигается каждые 6–12 месяцев.
В: Каковы ограничения по химической совместимости при очистке титановых пластин?
А: Титан обладает высокой устойчивостью к хлоридам, но подвержен водородному охрупчиванию. Никогда не используйте фтороводородную кислоту (HF). Для удаления накипи из карбоната кальция и морских отложений рекомендуется использовать 5%-ный раствор фосфорной или лимонной кислоты. Убедитесь, что чистящее средство совместимо с материалом прокладки (NBR/EPDM).
В: Устройство протекает, но болты затянуты с нужным усилием. В чем причина?
А: Чрезмерное затягивание — распространённая ошибка. Если прокладки подверглись остаточной деформации (потеряли эластичность из-за термического старения), затягивание сверх минимального размера А не обеспечит герметичность и может привести к необратимой деформации металлических пластин. Если размер А соответствует норме, а утечка сохраняется, значит, срок службы прокладки исчерпан, и требуется её замена.



