



When industrial clients first integrate a Grano plate heat exchanger (PHE) or similar thermal equipment into their systems, they are often thrilled by the incredibly high heat transfer efficiency and compact footprint. However, a recurring engineering pain point across the HVAC, chemical, and food processing industries is the sudden, exponential increase in system resistance after several months of smooth operation. The pressure drop visibly exceeds the initial design parameters, inevitably accompanied by a severe lack of heat transfer and a loss of control over the terminal temperature difference between the hot and cold fluids.
When the pressure drop alarm flashes on your control panel, it’s not simply a sign of normal equipment “aging.” It is a direct signal of an underlying fluid dynamics imbalance within the channels. This article explores the root causes of abnormal pressure drop spikes from a professional engineering perspective and provides scientifically backed solutions based on thermodynamic calculations.
Common Missteps When Dealing with Sudden Pressure Drop
Faced with a sudden surge in pressure drop, the instinctive reaction of frontline operators is often to treat the symptom rather than the disease. One of the most typical mistakes is directly increasing the variable frequency power of the water pump, attempting to forcefully maintain the rated flow rate by boosting the head. Not only does this cause massive energy waste, but it also accelerates fatigue and potential rupture in the system piping, compacting debris further into the plates under high pressure.
Another common blind spot is relying on frequent, uncalculated Clean-in-Place (CIP) chemical washes. Without identifying the underlying fluid mechanical reasons causing the channel blockage, blindly pumping acidic or alkaline cleaning agents won’t thoroughly remove deep physical obstructions. Worse, it can accelerate the corrosion and degradation of plate gaskets (such as EPDM or NBR) and even strip the passive protective film off stainless steel plates.
How Uneven Fluid Distribution Accelerates Fouling
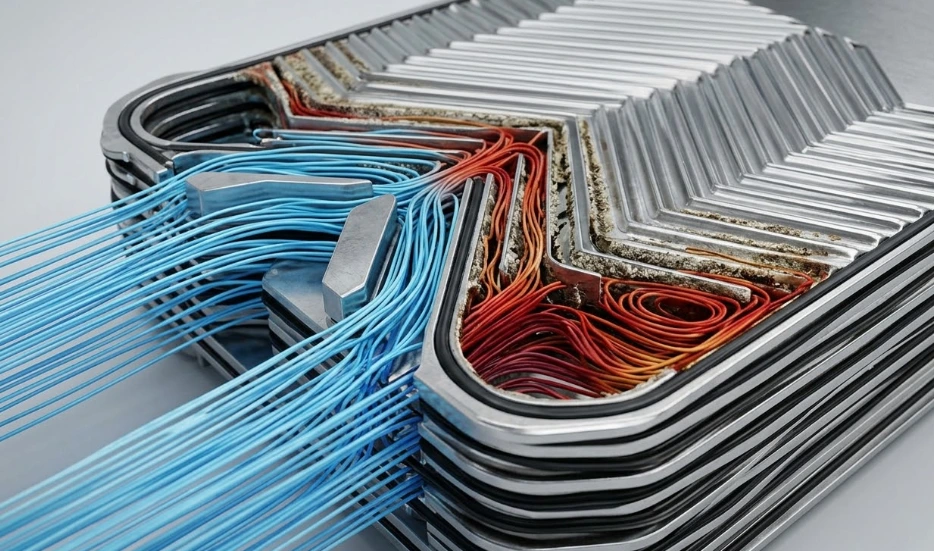
To truly understand sudden pressure spikes, we must look at the micro-channels inside the échangeur de chaleur à plaque. Fluid flow between the plates is rarely perfectly uniform. If the plate’s chevron angle is improperly designed for the specific operating conditions, or if the actual inlet and outlet velocities are too low, the fluid is highly prone to forming low-velocity “dead zones” near the plate edges and distribution areas.
In these dead zones, the fluid shear stress drops dramatically. This creates the perfect environment for suspended particles, microbial slime, and dissolved calcium and magnesium ions in the cooling water to settle. Once tiny crystal nuclei attach to the bare metal, they rapidly form a rough base layer, further disrupting the local flow field. This triggers a vicious cycle: reduced velocity leads to accelerated fouling, which shrinks the cross-sectional area, ultimately causing the pressure drop to skyrocket.
Plate Corrugation and the Failure of the “Self-Cleaning Effect”
As a leading provider of thermal exchange solutions, Grano heavily relies on the intense turbulence generated by specific corrugation depths and angles in our PHE designs. This highly chaotic flow field continuously scours the plate surface—a phenomenon widely known as the “self-cleaning effect.”
However, real-world industrial conditions fluctuate. The moment the media flow rate dips below the design threshold, the Reynolds number plummets, and the flow field degrades from turbulent to laminar. Instantly, the highly efficient self-cleaning effect fails.
Below is data from industrial fluid simulations showing the specific impact of different fouling types on pressure drop and the overall heat transfer coefficient (U-Value):
Data Table: Impact of Fouling Types on PHE Pressure Drop and Performance
| Fouling/Blockage Type | Effective Channel Gap Reduction | Augmentation estimée de la chute de pression | Impact on Overall U-Value |
|---|---|---|---|
| Lumière Silt | 5% | +10% to 15% | Minor decrease (<5%) |
| Bio-film | 10% | +25% to 40% | Significant decrease (~20%) |
| Hard Scaling (CaCO3) | 20% | +50% to 80% | Severe decrease (~40%) |
| Physical Particulate Blockage | >30% (Localized dead zones) | >100% (Pressure peaks occur) | Extreme unevenness, flow distribution partially fails |
As the table clearly illustrates, even a 10% accumulation of bio-film can cause a 40% surge in pressure drop. Because fluid resistance in narrow plate channels is inversely proportional to the square of the hydraulic diameter, the non-linear nature of fouling means pressure drops will often hit a “cliff-edge” deterioration late in the operational cycle.
The Limitations of External Piping and Pre-filtration Systems
Often, a disaster inside the heat exchanger originates from an oversight in the external system. This is particularly true in open cooling water loops. If external pipes suffer from severe aging and rust, or if the pre-filter’s micron rating is insufficient (e.g., using only a coarse strainer), high-pressure pumps will drive flaking rust, debris, and large sand particles directly into the heat exchanger channels, which are only millimeters wide.
[Real-World Engineering Case: High-Pressure Alarm in a Commercial Chiller]
-
Project Background: A large commercial building in Southeast Asia experienced frequent high-pressure alarms on the condenser side of their chiller. The pressure drop of their original European-brand plate heat exchanger spiked from the design value of 50 kPa to 120 kPa within a single month.
-
Troubleshooting: The onsite maintenance team initially just increased the pump output. Upon teardown by professional engineers, it was discovered that lax cooling tower water management had led to not only calcium scaling but also thick algae bio-film, severely narrowing the flow channels.
-
La solution Grano : After a weak acid soak combined with high-pressure water jet cleaning, the client opted for Grano’s high-quality, fully compatible replacement components. Grano delivered fresh EPDM gaskets and replacement plates within 48 hours. After reassembly and upgrading the pre-filtration system, the pressure drop stabilized at 48 kPa, fully restoring equipment efficiency.
Comprehensive Factors for Resolving Pressure Drop and Fouling
Solving abnormal pressure drop is never a one-dimensional fix. It requires a systematic evaluation based on thermodynamics:
-
Actual In-Channel Flow Rate: Verify whether the operating flow rate has dropped below the design minimum, ensuring velocity is sufficient to maintain turbulent flow.
-
Suitability of Chevron Angles: High-theta (hard) plates offer high heat transfer but come with high resistance; low-theta (soft) plates have lower resistance but slightly weaker heat transfer. Properly mixing hard and soft plates is the key to balancing pressure drop and anti-fouling capabilities.
-
Circulating Water Quality and Media Viscosity: Internal friction increases significantly for high-viscosity fluids at lower temperatures. The fluid properties of the operating conditions must be dynamically monitored.
-
Cleaning Cycles and Chemical Compatibility: Establish a scientific cleaning schedule, ensuring CIP chemicals effectively dissolve specific foulants without compromising the stainless steel/titanium plates or the gaskets.
Engineering Recommendations
When confronted with a sharp rise in pressure drop, the first priority is to analyze the type of fouling (physical blockage, inorganic scaling, or biological slime). In extremely harsh environments or scenarios with frequent clogging, the original plate configuration may simply no longer be viable.
We recommend recalculating your thermodynamic requirements. With 10 years of deep manufacturing expertise, Grano fournit not only premium replacement parts compatible with all major brands but also custom-engineered plate configurations with optimized corrugation patterns. By utilizing wide-gap plates or adjusting the chevron angle design, we can fundamentally upgrade your system’s anti-fouling capacity at the equipment level, ensuring long-term stability and efficiency for your business operations.
FAQ (questions fréquentes)
Q: How can I determine if a sudden pressure spike is caused by physical blockage or chemical scaling without dismantling the unit?
La surveillance des températures d'entrée détecte les problèmes tôt You can analyze the pressure drop timeline. If the pressure spikes vertically within a few days or a week, it is typically a physical blockage caused by filter failure or a sudden influx of pipe debris. If the pressure drop follows a smooth, exponential curve over several months, accompanied by a gradual decline in heat transfer efficiency, it is highly likely due to the slow deposition of chemical scale or bio-film.
Q: When selecting equipment, does choosing a plate with a larger chevron angle (High Theta) automatically mean better anti-fouling performance?
La surveillance des températures d'entrée détecte les problèmes tôt Not necessarily. While High Theta corrugations do induce stronger turbulence and higher heat transfer, they come at the cost of significantly higher fluid resistance and pressure drop. For highly viscous media or fluids containing suspended solids, blindly chasing high angles can actually cause debris to get trapped on the corrugation contact points, leading to clogs. Grano engineers scientifically calculate and mix soft and hard plates based on your exact working conditions to achieve the perfect balance of heat transfer, pressure drop, and clog resistance.
Q: What is the optimal cleaning frequency for a Grano plate heat exchanger to prevent pressure drop spikes?
La surveillance des températures d'entrée détecte les problèmes tôt There is no universal standard for cleaning cycles; it depends entirely on the fluid medium and operational water quality. A closed-loop pure water system might only need cleaning every few years, while an open cooling tower system or high-concentration chemical fluid might require CIP every 3 to 6 months. The best engineering practice is to schedule preventive cleaning the moment the system pressure drop exceeds the initial design value by 20% to 30%. Never wait until the pressure drop doubles, as this allows the scale layer to harden and become incredibly difficult to remove.





