

ایک تازہ صاف شدہ پلیٹ پیک آسانی سے دوبارہ شروع ہونا چاہئے. جب سٹارٹ اپ بھاری رساو، پسے ہوئے نالیوں اور بٹی ہوئی پلیٹوں کے ساتھ ختم ہوتا ہے، تو ناکامی عام طور پر تنصیب کے نظم و ضبط کی طرف اشارہ کرتی ہے، نہ کہ صرف سامان کی عمر۔
اناج ایک ہیٹ ایکسچینجر ماہر ہے جو 2015 میں قائم کیا گیا تھا، جس کی توجہ ڈیٹیچ ایبل پلیٹ ہیٹ ایکسچینجرز، پلیٹس، گسکیٹ، اور دیکھ بھال کی خدمت پر مرکوز ہے۔ اس کی مصنوعات کی رینج میں گیسکیٹڈ یونٹس، نیم ویلڈڈ یونٹس، بریزڈ ہیٹ ایکسچینجرز، شیل اور ٹیوب ہیٹ ایکسچینجرز، اور صنعتی استعمال کے اسپیئر پارٹس شامل ہیں۔ دیکھ بھال کرنے والی ٹیموں، EPC ٹھیکیداروں، اور پلانٹ کے خریداروں کے لیے، قدر عملی ہے: صحیح پلیٹ کی مماثلت، گسکیٹ کا انتخاب، صفائی سپورٹ، اور ایک ٹیم جو جانتی ہے کہ پلیٹ پیک حقیقی سروس کے بعد کیسا برتاؤ کرتے ہیں، نہ صرف سیلز شیٹ پر۔
اسٹارٹ اپ کی ناکامی جو صفائی کو سکریپ میں بدل دیتی ہے۔
ایک عام ناکامی کا نمونہ صفائی کے بعد شروع ہوتا ہے۔ پلیٹوں کو ہٹایا جاتا ہے، دھویا جاتا ہے، گسکیٹ سے لگایا جاتا ہے، اور واپس فریم میں اسٹیک کیا جاتا ہے۔ پمپ شروع ہوتا ہے۔ پھر رساو تیزی سے ظاہر ہوتا ہے۔ بند اور جدا کرنے کے بعد، پلیٹ گروپ اب فلیٹ نہیں ہے. کچھ پلیٹیں بڑی جسمانی موڑ دکھاتی ہیں۔ کچھ corrugations چپٹی ہیں. سنگین صورتوں میں، پلیٹیں ایک دوسرے کو کاٹتی ہیں اور خدمت میں واپس نہیں آسکتی ہیں۔
اس قسم کی ناکامی مہنگی ہے کیونکہ یہ ایک سے زیادہ گسکیٹ سیٹ کو ضائع کرتی ہے۔ یہ پلیٹوں کو تباہ کر سکتا ہے، پیداوار میں تاخیر کر سکتا ہے، اور فوری متبادل پر مجبور کر سکتا ہے۔ اے پلیٹ ہیٹ ایکسچینجر پتلی نالیدار پلیٹوں، گسکیٹ، کلیمپنگ پلیٹس، گائیڈ راڈز، اور بولٹ پر انحصار کرتا ہے جو ایک کنٹرول شدہ اسمبلی کے طور پر کام کرتے ہیں۔ آفیشل پروڈکٹ کی تفصیل بتاتی ہے کہ گاسکیٹڈ پلیٹ ہیٹ ایکسچینجرز کونے کی بندرگاہوں کے ساتھ نالیدار دھاتی پلیٹیں، ایک فکسڈ پلیٹ، ایک حرکت پذیر کلیمپنگ پلیٹ، کلیمپنگ بولٹ، اور گاسکیٹ استعمال کرتے ہیں جو دو سیالوں کو متبادل چینلز میں الگ کرتے ہیں۔ نالیدار سطح ہنگامہ خیزی کو بڑھاتی ہے اور دباؤ کے فرق کی مزاحمت کے لیے ساختی سپورٹ پوائنٹس بناتی ہے۔
پمپ شروع ہونے کے بعد رساو
سٹارٹ اپ کے فوراً بعد رساو کی اکثر ایک سادہ جڑ ہوتی ہے: گسکیٹ کو یکساں طور پر کمپریس نہیں کیا جاتا ہے۔ نالج بیس میں ناہموار کلیمپنگ بولٹس، پلیٹ کی ضرورت سے زیادہ خرابی، عمر بڑھنے والے گاسکیٹ، ناہموار گاسکیٹ موٹائی، اور آف سینٹر گیسکٹ کمپریشن کو پلیٹ کی تبدیلی کے بعد رساو کی عام وجوہات کے طور پر درج کیا گیا ہے۔
کمیشننگ کے دوران چھوٹی چھوٹی خبریں نہیں ہیں۔ وہ ابتدائی انتباہات ہیں۔ ایک چھوٹی ڈرپ کا مطلب یہ ہو سکتا ہے کہ فریم کا ایک رخ دوسرے سے زیادہ سخت ہے۔ اس کا مطلب یہ بھی ہو سکتا ہے کہ گسکیٹ نالی سے باہر نکل گئی ہے۔ ایک بار جب پمپ چلتا رہتا ہے، دھات کی پتلی پلیٹیں اضافی مقامی تناؤ کو لے جاتی ہیں۔
بٹی ہوئی پلیٹ گروپس
بٹی ہوئی پلیٹ گروپ کا عام طور پر مطلب یہ ہوتا ہے کہ دباؤ آنے سے پہلے پیک کو خراب حالت میں مجبور کیا گیا تھا۔ اسمبلی کے دوران، پلیٹوں کو متوازی رکھنے کے لیے کلیمپنگ اسٹڈز کو یکساں اور ہم آہنگی سے سخت کیا جانا چاہیے۔ اسی ذریعہ کا یہ بھی کہنا ہے کہ حرارت کے تبادلے کے نقصان سے بچنے کے لیے تنصیب کی درست سمت کی پیروی کی جانی چاہیے۔
یہ کوئی "اچھا رکھنے والا" اصول نہیں ہے۔ متوازی پلیٹیں یکساں چینلز بناتی ہیں۔ ٹیڑھی پلیٹیں ناہموار چینلز بناتی ہیں، پھر بہاؤ کمزور طرف زیادہ زور دیتا ہے۔
پسے ہوئے نالیوں
Corrugations آرائشی نہیں ہیں. وہ سختی کو بڑھاتے ہیں، ہنگامہ خیزی کو بڑھاتے ہیں، اور پلیٹ پیک پر رابطہ پوائنٹس بناتے ہیں۔ نالج بیس وضاحت کرتا ہے کہ کراس کوروگیشن ہزاروں حیران کن رابطہ پوائنٹس بناتا ہے، جس سے سیال میں خلل پڑتا ہے، زیادہ گرمی کی منتقلی، اور دباؤ برداشت کرنے کی صلاحیت ہوتی ہے۔
جب پیک زیادہ کمپریس ہو جاتا ہے، تو وہ رابطہ پوائنٹس اپنی جسمانی حد سے گزر سکتے ہیں۔ نالی ٹوٹ جاتی ہے۔ اس کے بعد، سگ ماہی کا دباؤ بہتر نہیں ہوتا ہے۔ یہ خراب ہو جاتا ہے. پلیٹ پہلے ہی اپنی ڈیزائن کردہ جیومیٹری کھو چکی ہے۔
مہلک غلطی 1: بولٹ کو زیادہ سخت کرنا
سب سے خطرناک افسانہ سادہ ہے: سخت بولٹ کا مطلب بہتر سیل کرنا ہے۔ پلیٹ ہیٹ ایکسچینجر کے کام میں، یہ شارٹ کٹ سامان کو نقصان پہنچاتا ہے۔ ایک گسکیٹ کو کنٹرول شدہ کمپریشن کی ضرورت ہوتی ہے۔ ایک پلیٹ کو اس کی نالیوں کی گہرائی کی ضرورت ہوتی ہے۔ ایک فریم کو متوازی قوت کی ضرورت ہوتی ہے۔ درست A-Dimension تک پہنچنے کے بعد زیادہ قوت بہتر نہیں ہوتی۔
دی سروس کی حمایت پاتھ یہاں اہمیت رکھتا ہے کیونکہ بہت سی ناکامیاں صفائی، ریگاسکیٹنگ اور دوبارہ شروع کرنے کے دوران ہوتی ہیں۔ خدمت کا کام قیاس آرائی کے ساتھ ختم نہیں ہونا چاہئے۔ اسے پیمائش، ٹارک کنٹرول، اور پریشر ٹیسٹ کے ساتھ ختم ہونا چاہیے۔
A-Dimension کو نظر انداز کر دیا گیا۔
ہر پلیٹ ہیٹ ایکسچینجر کا ایک ڈیزائن کردہ کلیمپنگ ڈائمینشن ہوتا ہے۔ بہت سے تکنیکی ماہرین اسے A-Dimension یا سختی کی لمبائی کہتے ہیں۔ اگر اس لمبائی کو نظر انداز کر دیا جائے تو، پلیٹ پیک کو کوریگیشن کی گہرائی سے پہلے کچل دیا جا سکتا ہے۔ ایک بار جب پلاسٹک کی خرابی شروع ہوجاتی ہے، تو نقصان مستقل ہوتا ہے۔
علم کی بنیاد دیکھ بھال کا ایک واضح اصول دیتا ہے: پلیٹ ہیٹ ایکسچینجر کو جدا کرنے سے پہلے، پہلے پلیٹ بنڈل کی کمپریشن لمبائی کی پیمائش کریں اور اسے ریکارڈ کریں۔ دوبارہ جوڑنے کے دوران، بولٹ کو سخت ہونے والی لمبائی تک یکساں طور پر سخت کیا جانا چاہیے، اور ایکسچینجر کو استعمال سے پہلے مجموعی طور پر پریشر ٹیسٹ پاس کرنا چاہیے۔
وہ ریکارڈ کاغذی کارروائی کی خاطر کاغذی کارروائی نہیں ہے۔ یہ کنٹرول شدہ کمپریشن اور "ٹائٹ جب تک کہ یہ رسنا بند نہ ہو جائے" کے درمیان فرق ہے، جو بہت سے پمپ رومز میں ایک بری عادت ہے۔
ناہموار ترچھی قوت
اگر ایک طرف کو پہلے سخت کیا جائے تو حرکت پذیر کلیمپنگ پلیٹ جھک سکتی ہے۔ اس کے بعد پلیٹیں بہاؤ کی تقسیم کے زون میں پھسل جاتی ہیں، مڑتی ہیں یا چوٹکی کرتی ہیں۔ سٹار کراس کو سخت کرنے کا سلسلہ پورے فریم میں قوت پھیلانے میں مدد کرتا ہے۔
بڑے پلیٹ ماڈلز کے لیے، جیسے کہ VT80-کلاس متبادل کام، ایک عملی فیلڈ قاعدہ یہ ہے کہ اوپر، نیچے، بائیں اور دائیں طول و عرض کو بار بار چیک کریں۔ انحراف کو 1 سے 2 ملی میٹر کے قریب رکھنا ایک سمجھدار دیکھ بھال کا ہدف ہے جب فریم اور پلیٹ پیک اس کی اجازت دیتا ہے۔ کیلیپر استعمال کریں۔ ٹارک رنچ کا استعمال کریں۔ ایک فولادی حکمران اور "اچھا احساس" کافی نہیں ہے۔
ٹول کا غلط انتخاب
امپیکٹ رنچ تیز ہیں، لیکن رفتار ناہموار قوت کو چھپا سکتی ہے۔ ٹارک رینچ کے ساتھ دستی سخت کرنے میں زیادہ وقت لگتا ہے۔ یہ پلیٹوں کو بھی بچاتا ہے۔ بڑے فریموں کے لیے، مخالف بولٹ پر دو کارکنوں کی طرف سے مطابقت پذیر سختی فریم کے ارد گرد بولٹ کا پیچھا کرنے والے ایک کارکن سے زیادہ محفوظ ہے۔
حقیقی دیکھ بھال کی زندگی سے ایک چھوٹا سا نوٹ: جو کارکن سب سے زیادہ سختی کرتا ہے وہ ہمیشہ وہ کارکن نہیں ہوتا جو سب سے زیادہ رقم بچاتا ہے۔
مہلک غلطی 2: پلیٹ کا غلط انتظام
پلیٹ ہیٹ ایکسچینجر صحیح پلیٹ آرڈر پر منحصر ہے۔ A/B پلیٹ کا انتظام متبادل چینلز اور مناسب نالیدار رابطہ پیدا کرتا ہے۔ اگر آرڈر غلط ہے، تو سپورٹ پیٹرن بدل جاتا ہے۔ یونٹ اب بھی بند ہو سکتا ہے، لیکن اب اسے ڈیزائن کے مطابق جمع نہیں کیا گیا ہے۔
پروڈکٹ کومپیکٹ اور الگ کرنا آسان ہے، جس کی ایک وجہ یہ ہے کہ یہ HVAC، صنعتی کولنگ، فوڈ پروسیسنگ، پیٹرو کیمیکل سسٹم، حرارتی نظام، دھات کاری، کیمیکلز اور دواسازی میں بڑے پیمانے پر استعمال ہوتا ہے۔ لیکن آسانی سے جدا کرنے کا مطلب یہ بھی ہے کہ دوبارہ جوڑنے میں غلطیاں اس وقت ممکن ہوتی ہیں جب نشانات ناقص ہوں یا پلیٹیں رش میں کھڑی ہوں۔
A/B پلیٹ پیئرنگ کی خرابیاں
علم کی بنیاد یہ بتاتی ہے کہ ہیرنگ بون ہیٹ ایکسچینج پلیٹوں کو اے پلیٹس اور بی پلیٹوں میں تقسیم کیا گیا ہے۔ تنصیب کے دوران، A اور B پلیٹوں کو کراس کی طرف سے ترتیب دیا جانا چاہئے. "AA" اور "BB" انتظامات کی اجازت نہیں ہے۔
یہ اصول ضروری ہے۔ ایک ہی پیٹرن والی دو پلیٹیں صحیح کراس سپورٹ بنانے میں ناکام ہو سکتی ہیں۔ جب سیال کا دباؤ داخل ہوتا ہے، تو پلیٹ اندر کی طرف موڑ سکتی ہے۔ برے حالات میں، یہ تیزی سے گر جاتا ہے۔
بلائنڈ پلیٹ اور فلو زون کی غلطیاں
غلط پوزیشن میں رکھی ہوئی ایک بلائنڈ پلیٹ یا خاص پلیٹ راستے کو روک سکتی ہے یا میڈیم کو غلط چینل میں زبردستی لے جا سکتی ہے۔ علامت پمپ کی پریشانی کی طرح دکھائی دے سکتی ہے: دباؤ میں کمی، آؤٹ لیٹ کا درجہ حرارت ہدف سے چھوٹ جاتا ہے، اور ایکسچینجر آپریشن کے دوران "تنگ" محسوس کرتا ہے۔
علم کی بنیاد نوٹ کرتی ہے کہ کونے کے سوراخ جڑنے والے چینلز کے طور پر کام کرتے ہیں اور ورکنگ میڈیم پلیٹوں کے درمیان تنگ، مشکل چینلز سے گزرتا ہے۔ وہ تنگ راستہ ہے جو سامان کو موثر بناتا ہے۔ یہ غلط پلیٹ آرڈر کو بھی جلدی سزا دیتا ہے۔
اسمبلی سے پہلے لاپتہ پلیٹ کی صفائی
پلیٹیں اسمبلی سے پہلے صاف ہونی چاہئیں۔ گسکیٹ کی نالی اور نالیدار سطح پر کوئی گندگی نہیں ہونی چاہئے۔ اگر چپکنے والا استعمال کیا جاتا ہے تو، گاسکیٹ کو مروڑ یا ڈھیلا نہیں ہونا چاہیے۔ اگر غیر چپکنے والی فکسنگ کا استعمال کیا جاتا ہے تو، گاسکیٹ کو پھر بھی پلیٹ کی نالی سے انحراف نہیں کرنا چاہیے۔
گسکیٹ کے نیچے تھوڑا سا پرانا گوند کمپریشن کو بدل سکتا ہے۔ نالیوں پر سخت پیمانہ کا ایک دانہ دباؤ کا نقطہ بنا سکتا ہے۔ یہ معمولی لگتا ہے۔ بولٹ پیک کو بند کرنے کے بعد یہ معمولی نہیں ہے۔
مہلک غلطی 3: گندے بہاؤ کے چینلز اور پائپ کا تناؤ
یہاں تک کہ جب پلیٹ پیک کو صحیح طریقے سے جمع کیا جاتا ہے، تب بھی سٹارٹ اپ اسے نقصان پہنچا سکتا ہے اگر پائپنگ اور بہاؤ کا راستہ گندا یا دباؤ کا شکار ہو۔ پلیٹ ہیٹ ایکسچینجرز کارآمد ہیں کیونکہ ان کے چینلز تنگ ہیں۔ یہی خصوصیت انہیں ملبے، ویلڈنگ سلیگ، بجری، پیمانے، اور پانی کے خراب معیار کے لیے حساس بناتی ہے۔
شروع کرنے سے پہلے، منسلک پائپوں کو صاف کیا جانا چاہئے. علم کی بنیاد خبردار کرتی ہے کہ ریت، بجری، ویلڈنگ سلیگ، اور دیگر ملبہ ایکسچینجر میں داخل ہو سکتا ہے اور رکاوٹ کا سبب بن سکتا ہے۔ اس میں یہ بھی کہا گیا ہے کہ گرم اور ٹھنڈے میڈیا کے لیے ان لیٹ اور آؤٹ لیٹ پائپوں کو فیکٹری کے نام پلیٹ پر متعین سمت میں جڑنا چاہیے۔
ویلڈنگ سلیگ سے رکاوٹ
ایک چینل میں پھنسا ویلڈنگ سلیگ بہاؤ کے علاقے کو کم کر دیتا ہے. پریشر ڈراپ بڑھ جاتا ہے۔ بہاؤ کی تقسیم ناہموار ہو جاتی ہے۔ پھر کچھ پلیٹیں دوسروں کے مقابلے میں زیادہ دباؤ کا فرق رکھتی ہیں۔
نالج بیس میں ناپاک میڈیا، بہت سارے ذرات، ملبہ، اسکیلنگ، یا بلاک شدہ بہاؤ چینلز کی وجہ سے بتدریج بڑھتے ہوئے دباؤ میں کمی کو ایک عام غلطی کے طور پر درج کیا گیا ہے۔
ناقص پانی کے علاج کے بعد پیمانہ
پانی کی ناقص صفائی سے حرارت کی منتقلی کی سطح پر کیلشیم، میگنیشیم اور کاربونیٹ کے ذخائر رہ جاتے ہیں۔ گرم کرنے کے بعد، وہ سخت پیمانہ بناتے ہیں جیسے کیلشیم کاربونیٹ اور میگنیشیم ہائیڈرو آکسائیڈ۔ اسکیل میں تھرمل چالکتا غریب ہے، لہذا یہ گرمی کو ضائع کرتا ہے اور منتقلی کی کارکردگی کو کم کرتا ہے۔
|
ناکامی کا سگنل |
ممکنہ وجہ |
آغاز کے دوران اس کا کیا مطلب ہے۔ |
|
تیز رساو |
ناہموار بولٹ یا گاسکیٹ شفٹ |
پلیٹ پیک یکساں طور پر کمپریسڈ نہیں ہے۔ |
|
بٹی ہوئی پلیٹیں۔ |
ترچھی قوت یا غلط ترتیب |
فریم ٹیڑھی میڑھی سے بند ہو گیا۔ |
|
چپٹی نالیوں |
اوور-کمپریشن ماضی A-Dimension |
پلیٹ جیومیٹری کو نقصان پہنچا ہے۔ |
|
بڑھتا ہوا پریشر ڈراپ |
ملبہ، پیمانے، یا بلاک شدہ چینلز |
بہاؤ اب بھی نہیں ہے۔ |
|
آؤٹ لیٹ کا خراب درجہ حرارت |
غلط پلیٹ آرڈر یا غلط پائپ سمت |
ڈیزائن کردہ بہاؤ کا راستہ ٹوٹ گیا ہے۔ |
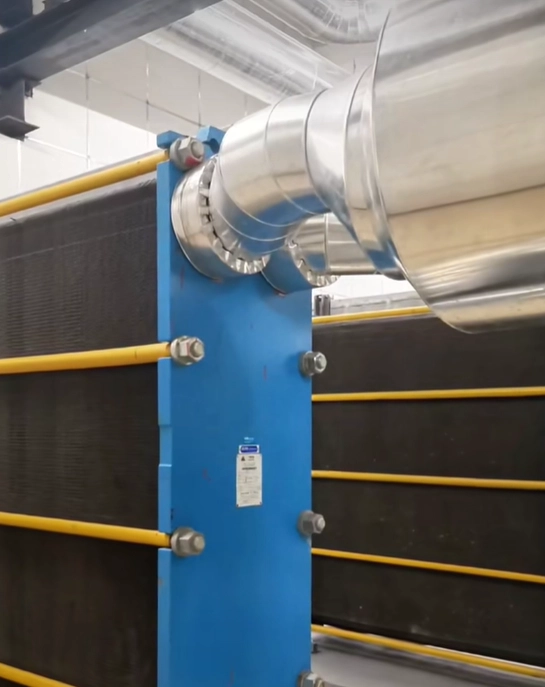
بیرونی پائپ لوڈ
ایکسچینجر کو پائپ کا وزن نہیں اٹھانا چاہئے۔ تنصیب کی رہنمائی میں کہا گیا ہے کہ آلات کو خراب نہیں ہونا چاہئے، فاسٹنر ڈھیلے نہیں ہونے چاہئیں، اور لفٹنگ رسیاں جوڑنے والے پائپوں، پوزیشننگ بیموں یا پلیٹوں پر نہیں لٹکنی چاہئیں۔ دیکھ بھال کے لیے ایکسچینجر کے ارد گرد کافی جگہ مختص کی جانی چاہیے۔
پائپ کا دباؤ فریم کو سیدھ سے باہر نکال سکتا ہے۔ سٹارٹ اپ کے دوران، پمپ سے کمپن پھر مزید حرکت میں اضافہ کرتی ہے۔ ایک خراب بریکٹ ایک اچھی پلیٹ پیک کو برباد کر سکتا ہے۔ بہت غیر مسحور کن، بہت حقیقی۔
اسمبلی کی بہتر عادات جو پلیٹ کے نقصان کو روکتی ہیں۔
ایک اچھا ری اسٹارٹ ایک قابل تکرار SOP کی پیروی کرتا ہے۔ ڈرائنگ چیک کریں۔ پلیٹ آرڈر کی تصدیق کریں۔ نالیوں کو صاف کریں۔ فٹ gaskets فلیٹ. سختی کی لمبائی کی پیمائش کریں۔ یکساں طور پر سخت کریں۔ لائنوں کو فلش کریں۔ آہستہ آہستہ والوز کھولیں۔ یونٹ کو دوبارہ پیداوار کے حوالے کرنے سے پہلے پریشر ٹیسٹ کریں۔
دی پلیٹ ہیٹ ایکسچینجر پروڈکٹ لائن ان منصوبوں کے لیے موزوں ہے جہاں کمپیکٹ سائز، اعلی کارکردگی، آسان دیکھ بھال، اور ماڈیولر توسیع کا معاملہ ہے۔ نالج بیس سے پروڈکٹ کا ڈیٹا 5000 m² تک حسب ضرورت ہیٹ ایکسچینج ایریا، 25 MPa تک زیادہ سے زیادہ ورکنگ پریشر، زیادہ سے زیادہ آپریٹنگ ٹمپریچر 200°C تک، اور سٹینلیس سٹیل، ٹائٹینیم الائے، اور کاربن سٹیل جیسے مواد کے انتخاب کی فہرست دیتا ہے۔
سخت کرنے سے پہلے پیمائش کرنا
سختی کے دوران تمام اطراف پر A-طول و عرض کی پیمائش کریں۔ صرف ایک پوائنٹ کو چیک نہ کریں۔ بڑے فریم بند نظر آتے ہیں جبکہ ایک کونا دوسرے سے آگے ہے۔ کیلیپر چیک سستا ہے۔ ایک مکمل پلیٹ پیک متبادل نہیں ہے.
گاسکٹس کو میڈیا سے ملانا
گسکیٹ کا انتخاب آغاز کی حفاظت کو بھی متاثر کرتا ہے۔ گسکیٹ چینل کے خلا کو تشکیل دیتا ہے اور کام کرنے والے درجہ حرارت اور دباؤ کے رویے کو محدود کرتا ہے۔ علم کی بنیاد کئی عام گسکیٹ مواد اور درجہ حرارت کی حدود کی فہرست دیتی ہے۔
|
گسکیٹ کا مواد |
عام درمیانی حد |
آپریٹنگ درجہ حرارت |
|
نائٹریل ربڑ |
تیل مزاحم، عام حالات |
-20 ° C سے 135 ° C |
|
ای پی ڈی ایم ربڑ |
تیزاب، الکلی، نمک، کلورائد، نامیاتی سالوینٹ حالات |
-50 ° C سے 180 ° C |
|
فلورروبر |
اعلی درجہ حرارت، تیزاب، الکلی، تیل، ری ایجنٹس |
-50 ° C سے 250 ° C |
|
نیوپرین |
تیل مزاحم، عام حالات |
-20 ° C سے 150 ° C |
|
سلیکون ربڑ |
کم درجہ حرارت اور خشک گرمی کی مزاحمت |
-65 ° C سے 230 ° C |
ایک غلط گسکیٹ ٹھنڈے پانی کا مختصر امتحان پاس کر سکتا ہے، پھر گرمی کے چکر شروع ہونے پر ناکام ہو جاتا ہے۔ یہ پریشان کن ہے۔ یہ بھی قابل گریز ہے۔
ابتدائی تکنیکی مدد کا انتخاب کرنا
متبادل پلیٹوں، گسکیٹ، بولٹ، صفائی، اور دوبارہ کام کرنے کے مشورے کے لیے، چیک کریں۔ کمپنی کا پس منظر اور دستیاب بحالی کی خدمت شٹ ڈاؤن ونڈو شروع ہونے سے پہلے۔ اسٹارٹ اپ سے پہلے تکنیکی جائزہ عام طور پر اسٹارٹ اپ کے بعد ہنگامی مرمت سے سستا ہوتا ہے۔
اکثر پوچھے گئے سوالات
Q1: شروع ہونے کے فوراً بعد پلیٹس کیوں خراب ہو جاتی ہیں؟
A: پلیٹیں اکثر خراب ہو جاتی ہیں کیونکہ پیک کو زیادہ سخت کیا گیا تھا، غیر مساوی طور پر سخت کیا گیا تھا، غلط A/B ترتیب میں ترتیب دیا گیا تھا، یا بلاک شدہ بہاؤ چینلز کے سامنے آ گیا تھا۔ سٹارٹ اپ پریشر پھر چھپی ہوئی غلطی کو مرئی نقصان میں بدل دیتا ہے۔
Q2: کیا سخت بولٹ کمپریشن رساو کو روکتا ہے؟
A: نہیں، سخت ہمیشہ بہتر نہیں ہوتا۔ اگر کمپریشن درست A-Dimension سے گزرتا ہے تو، corrugations چپٹی ہو سکتی ہیں اور پلیٹیں مستقل خرابی کا شکار ہو سکتی ہیں۔ درست کمپریشن بریٹ فورس کو مارتا ہے۔
Q3: A اور B پلیٹوں کو کراس وائز کیوں ترتیب دیا جانا چاہئے؟
A: کراس وائز A/B انتظام درست نالیدار سپورٹ اور بہاؤ چینل پیٹرن بناتا ہے۔ ایک ہی پیٹرن کی پلیٹیں جو ایک ساتھ رکھی گئی ہیں وہ سپورٹ پوائنٹس کھو سکتی ہیں اور دباؤ میں گر سکتی ہیں۔
Q4: دوبارہ جمع کرنے سے پہلے کیا چیک کیا جانا چاہئے؟
A: پلیٹ آرڈر، گسکیٹ کی پوزیشن، گسکیٹ کی نالی کی صفائی، نالیدار سطح کی صفائی، سختی کی لمبائی، بولٹ کی حالت، پائپ کی سمت، پائپ کی صفائی، اور سروس کلیئرنس چیک کریں۔
Q5: آپ کو پلیٹوں کو دوبارہ استعمال کرنے کے بجائے کب تبدیل کرنا چاہئے؟
A: جب پلیٹوں میں دراڑیں، سوراخ، شدید گڑھے، بھاری اخترتی، چپٹی نالی یا سنکنرن ہو تو اسے تبدیل کریں۔ خراب شدہ پلیٹوں کو دوبارہ استعمال کرنے سے شروع ہونے کے بعد رساو، دباؤ میں کمی اور درمیانے درجے کے اختلاط کا سبب بن سکتا ہے۔





