

En el ámbito de los procesos térmicos industriales complejos, y específicamente en industrias sanitarias como la de productos lácteos (HTST), productos farmacéuticos y productos químicos finos, los intercambiadores de calor convencionales de paso único a menudo no son suficientes para satisfacer las necesidades de procesos complejos multivariables. Cuando un proceso requiere distintas etapas de calentamiento, enfriamiento y regeneración en un espacio limitado, el intercambiador de calor de placas multietapa (PHE) es la solución de ingeniería estándar.
Esta descripción general de ingeniería describe los aspectos estructurales, mecánicos e hidráulicos, así como las consideraciones de diseño relacionadas con la implementación de unidades de secciones múltiples, yendo más allá de lo básico para abordar cuestiones de ingeniería.

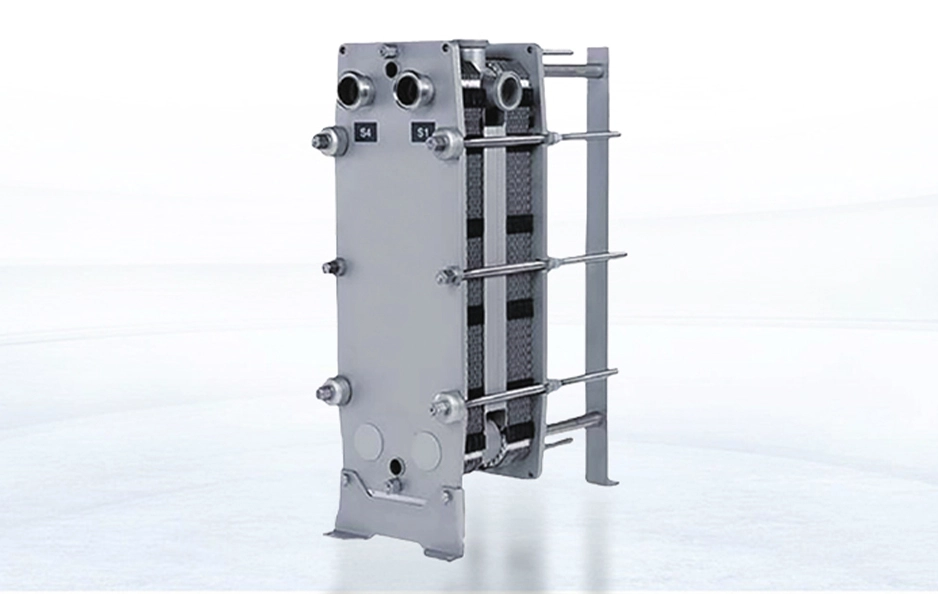
Mecánica estructural y configuración del flujo
A diferencia de las unidades de paso único, un intercambiador de calor de placas de múltiples secciones integra múltiples funciones térmicas en un solo bastidor. El componente definitorio es el Placa divisoria intermedia (también conocida como rejilla de conexión o placa divisoria).
El papel de la red de conectores
La placa divisoria funciona como un límite mecánico e hidráulico dentro del paquete de placas. Cumple dos funciones de ingeniería principales:
- Desvío de flujo:Utiliza conductos internos (esquinas) para dirigir el fluido hacia bloques de placas específicos (etapas) o desviarlo a tuberías externas para circuitos auxiliares (por ejemplo, tubos de retención, homogeneizadores o separadores).
- Aislamiento por presión diferencial:Separa físicamente las etapas del proceso (por ejemplo, separando la sección de enfriamiento de la sección de calentamiento), lo que permite perfiles de presión independientes dentro del mismo bastidor.
Lógica de flujo
Mediante la disposición estratégica de las placas divisorias y las configuraciones de paso, el intercambiador de calor de placas permite:
- Regeneración:Transferencia de calor entre productos, donde el fluido caliente saliente precalienta el fluido frío entrante.
- Procesamiento multizona:Procesamiento secuencial (por ejemplo, Zona 1: Preenfriamiento; Zona 2: Enfriamiento profundo con glicol) sin tuberías externas entre las etapas.
Ventajas de la ingeniería en la integración de procesos
1. Regeneración térmica y eficiencia de la NTU
En el procesamiento de alto volumen, el objetivo principal del diseño es maximizar la Eficiencia regenerativa (a menudo supera el 90-95% en los modernos circuitos HTST). Un diseño multisección permite el flujo a contracorriente del producto crudo y pasteurizado dentro de una sección dedicada. Esto reduce drásticamente la carga de vapor de la caldera y del fluido refrigerante necesaria para las secciones de calentamiento y enfriamiento posteriores.
2. Reducción de la huella hidráulica
Consolidar tres o cuatro operaciones unitarias en un solo bastidor reduce la huella del patín. Más importante aún, minimiza la volumen de retención y reduce la longitud equivalente de las tuberías de interconexión, reduciendo así la pérdida de carga total del sistema y los requisitos de energía de la bomba en relación con instalación de intercambiadores discretos.
Consideraciones críticas de diseño
Diseñar un multisección Esta unidad requiere abordar limitaciones hidráulicas y mecánicas específicas que son menos frecuentes en las unidades de paso único.
1. Distribución irregular del flujo y velocidad en el puerto
En las unidades multisección, los fluidos suelen entrar y salir del paquete de placas a través de rejillas de conexión en lugar de los puertos del bastidor principal. Si el diámetro de los puertos de la rejilla de conexión es insuficiente para el caudal, se produce una caída de presión excesiva. Esto provoca una distribución desigual del calor a lo largo del ancho de la placa, lo que reduce el coeficiente de transferencia de calor efectivo (valor U) y crea posibles zonas de ensuciamiento debido a la baja tensión de cizallamiento.
2. Presión diferencial y flexión de la placa
La placa divisoria está sometida a presión desde ambos lados. Se produce un fallo crítico cuando existe una diferencia de presión significativa entre secciones adyacentes (por ejemplo, una sección de calentamiento de alta presión junto a una sección de enfriamiento de baja presión).
- Control de ingeniería:El espesor de la placa divisoria debe calcularse para soportar la presión diferencial máxima y evitar que se doble.
- Selección de materiales:Grano Normalmente se especifican bloques de acero inoxidable macizo 304 o 316L (a menudo de 40 mm a 60 mm de espesor, según el tamaño del bastidor) para garantizar la rigidez mecánica.
3. Caída de presión total del sistema (ΔP)
Si bien las unidades de varias secciones ahorran espacio, la disposición en serie de múltiples pasos aumenta significativamente la resistencia hidráulica total. Los ingenieros deben calcular la Cabeza dinámica total (TDH) con precisión. La suma de las caídas de presión a través de las secciones de regeneración, calentamiento y enfriamiento, más los bucles externos (tubos de retención), no debe exceder la curva de rendimiento de la bomba ni el límite de presión de diseño de la placa.
Estudio de caso: Integración de HTST sanitario
Solicitud: Pasteurización continua de la leche
Configuración de diseño: Estructura de 3 etapas (regeneración/calefacción/refrigeración)
Etapa 1 (Regeneración): La leche cruda entrante (4 °C) se precalienta en un intercambiador de calor mediante la leche pasteurizada saliente (72 °C).
Nota técnica: Esta sección está diseñada con un alto NTU (Número de Unidades de Transferencia) para maximizar la recuperación de energía.
Etapa 2 (Calefacción):La leche precalentada se lleva a la temperatura de pasteurización de 72,5 °C mediante agua caliente o vapor.
Etapa 3 (Enfriamiento):El producto se enfría a la temperatura de almacenamiento de 4 °C utilizando agua fría o glicol.
Resultado: La integración logró un ahorro energético regenerativo del 85 %. Al utilizar una única estructura, la instalación eliminó la necesidad de dos tanques de compensación intermedios y las bombas de transferencia asociadas.
Protocolos de mantenimiento y montaje
Para ingenieros de mantenimientoLa complejidad de un PHE de múltiples secciones exige una estricta adhesión a los protocolos de ensamblaje.
- Secuenciación de placas (El "mapa colgante"):A diferencia de las unidades simples, los intercambiadores de calor multisección suelen utilizar diferentes corrugaciones en las placas (Theta-Alta frente a Theta-Baja) o materiales distintos en cada sección. El reensamblaje del conjunto de placas fuera de secuencia modifica la geometría del canal, alterando tanto el rendimiento térmico como la caída de presión.
- Especificación de la dimensión A:El ajuste del paquete de placas debe realizarse según las especificaciones. Dimensión A (distancia entre placas de presión) indicada en el plano de montaje. Un apriete excesivo puede aplastar las juntas de la rejilla del conector; un apriete insuficiente provoca contaminación cruzada entre secciones.
- Compatibilidad de juntas:Las distintas secciones pueden utilizar diferentes materiales para las juntas (por ejemplo, EPDM para la calefacción por vapor, NBR para la refrigeración). Es obligatorio verificar la compatibilidad de los materiales durante los cambios.
Preguntas frecuentes
P: ¿Se puede ampliar una unidad de varias secciones después de su puesta en marcha?
A: Sí, siempre que la longitud del riel del bastidor (barra de soporte) tenga capacidad suficiente. La ampliación implica añadir casetes de placas a secciones específicas. Sin embargo, esto modifica la resistencia hidráulica y la carga térmica. Es necesario recalcular las velocidades de los puertos y la caída de presión para garantizar que las bombas existentes sigan siendo adecuadas.
P: ¿Por qué es fundamental el cálculo de la caída de presión en los diseños de varias secciones?
A: Las unidades multisección implican inherentemente trayectorias de flujo más largas y múltiples desvíos de flujo (pérdidas por giro) en las rejillas de conexión. Subestimar ΔP resultará en caudales reducidos, la imposibilidad de lograr un flujo turbulento (menor número de Reynolds) y mayores tasas de ensuciamiento.
P: ¿Cómo se detecta la contaminación cruzada entre secciones?
A: Las fugas en las intersecciones suelen ser sutiles. Se detectan mediante:
- Anomalías térmicas:Cambios de temperatura inexplicables en el medio de enfriamiento o en el producto.
- Pruebas de presión diferencial:Durante el mantenimiento, es necesario realizar pruebas hidrostáticas independientes en cada sección (mientras las secciones adyacentes se encuentran a presión atmosférica) para identificar fallos en el sellado de las placas divisorias.



